Today I started off by finalizing the cleaning up & initial round of micro’ing some divots I had made (during cleanup) and the minor gaps between the wood pieces on the GIB right kick plate.

I then let the micro cure a bit as I cut the BID and peel ply for the layup. I then laid up the 1 ply of BID using MGS 335 with fast hardener.

I then peel plied the layup.

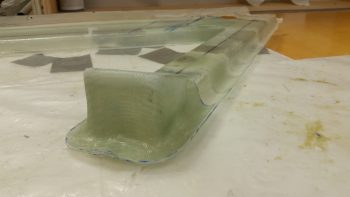
I then took a break, grabbed something to eat and uploaded my pics to this website. A bit later the layup was cured so I razor trimmed it, pulled the peel ply, cut the notch for the roll trim spring assembly, and then test fitted the kick plate in place.

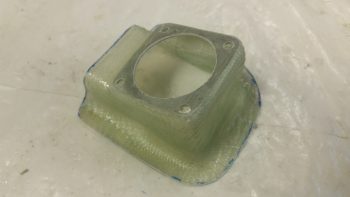
It took a few iterations of trimming both the front and the aft edges of the kick plate to allow it to slide into place, but I eventually got it to settle in quite nicely. Towards the front side top you may notice a square patch where I cut out the interior glass and wood to thin the top out for clearance with the underlying Adel clamp.

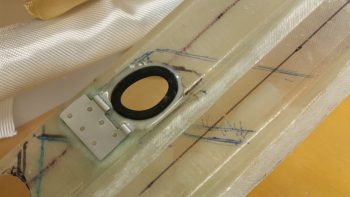
I then made up a brand new 6061 mounting tab for the aft edge and riveted a K1000-8 nutplate to it. I also riveted K1000-8 nutplates to some existing mounting tabs I had made up earlier for the armrests. I then added some protective tape around the mounting holes and mounted the brackets with #8 screws.

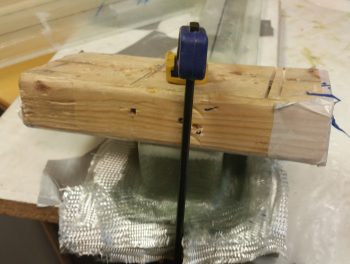
I then whipped up some flox, floxed up the 3 mounting brackets and set the kick plate in place. To ensure the brackets were pressed into place nicely, I rested a weight against the kick plate.

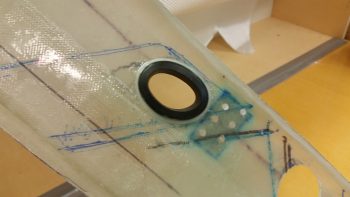
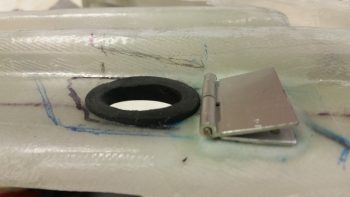
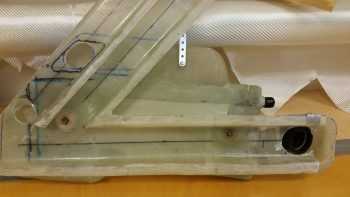
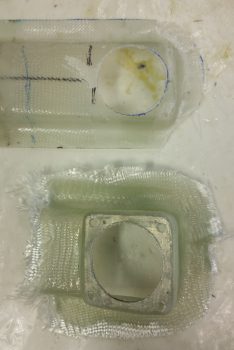
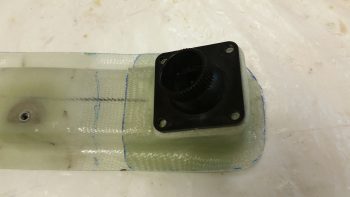
A bit later, after the flox cured, I pulled the kick plate off the installed mounting brackets and cleaned the protective tape off of the kick plate. Here are the 2 upper mounting brackets floxed in place to the fuselage sidewall.

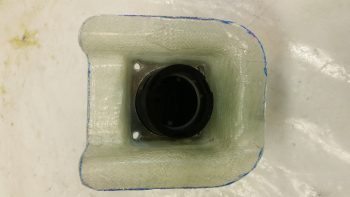
And here’s the kick plate’s aft mounting bracket floxed in place to the front thigh support sump front wall bulkhead.

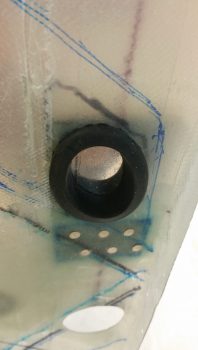
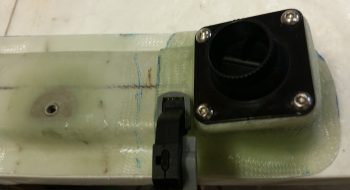
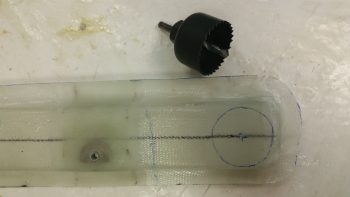
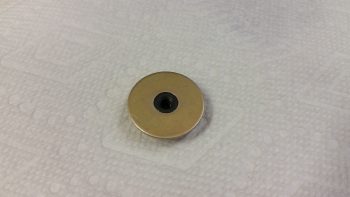
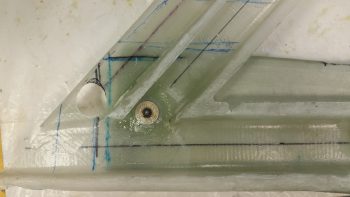
Before I pulled off the kick plate I drilled an 11/64″ hole through the bottom aft phenolic hardpoint in the kick plate. I then widened it out in the fuel line bracket to accept a RivNut hardpoint that I’ll use for this mounting point.

I cut a few grooves into the RivNut to add some gripping power and taped up the end with duct tape.

What’s not seen here (you’ll see it when I remove the kick plate) is the 1/4″ thick Divinycell foam spacer that I floxed into place between the kick plate interior side and the fuel line mounting bracket. The inboard half of the RivNut is floxed into the foam spacer while the rest of it is floxed into the fuel line mounting bracket. The spacer itself is floxed on the outboard side to the face of the fuel line mounting bracket.
Later, after the RivNut & foam spacer flox cures, I’ll layup 1 ply of BID around the spacer to secure it and the RivNut to the fuel line mounting bracket.

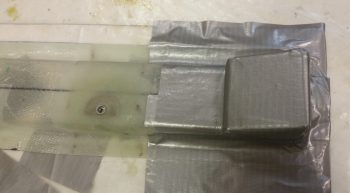
I then used the same 12-pound weight pressed against the lower RivNut hardpoint (and foam spacer) to keep it securely in place.

After I finished writing the majority of this blog post, I went back down to the shop to catch the flox on the lower kick plate RivNut hardpoint in its “green” stage of curing –where it’s still just a little pliable– and I was able to do so [Incredibly easier when the epoxy/flox/micro is in this stage… it has the consistency of caramel candy and can be cut and removed without much difficulty]. I removed the screws and pulled the kick plate off its mounting tabs, and then cleaned up the flox that had oozed out from around the sides of the 1/4″ Divinycell spacer. Here’s the (nice & clean) result:

Tomorrow (Sunday) I’m leaving for North Carolina for a few days. Then I’ll spend a couple of days with Marco. Thus, I will not be building (although I will place some orders!) during that time. Once I get back I plan on working full bore —in maniacal fashion— without a break until Rough River.