
I figured as I went about my duties today I would have “Bob” (my 3D printer) hard at work printing out the components to my Canopy Latch assembly.
As I worked up the canopy latch handle in CAD, I spent a good deal of time —all in vain I might add— to connect the components together in Fusion 360 using its various software generated joints in an attempt to make a working virtual model of the canopy latch to see how it would operate… and if there were any configuration issues. Alas, all for naught as I found out from a good unnamed friend of mine that in Fusion 360: “Joints are a b*tch!” True that!
In addition to seeing how this thing will work mechanically in the real world, as with most of my components I want to be able to actually test the size, fit and configuration in my real plane on the next trip down to my NC hangar.
To be clear, this is just a working mockup that will facilitate flushing out any bugs (hopefully!) so I can tweak the design if required before machining the final canopy latch assembly out of aluminum and phenolic.
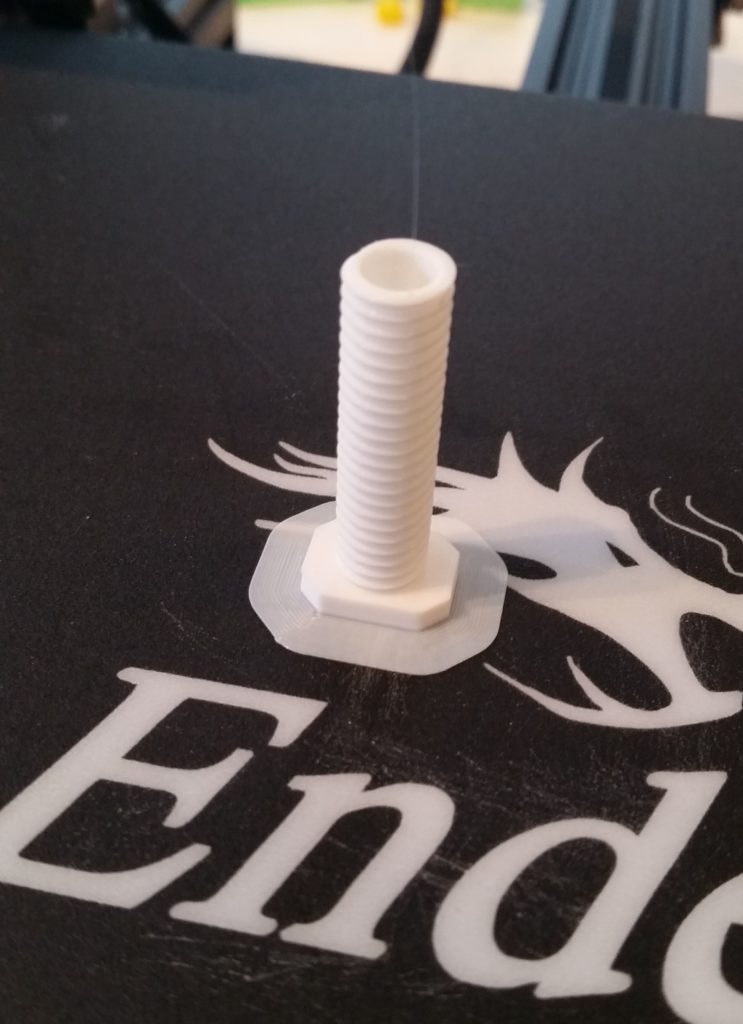
With the white PLA filament still loaded in the printer, I started Bob off printing a mockup of the threaded phenolic sleeve that will thread into the center block of the handle assembly to mitigate friction of the aft sliding connecting rod.


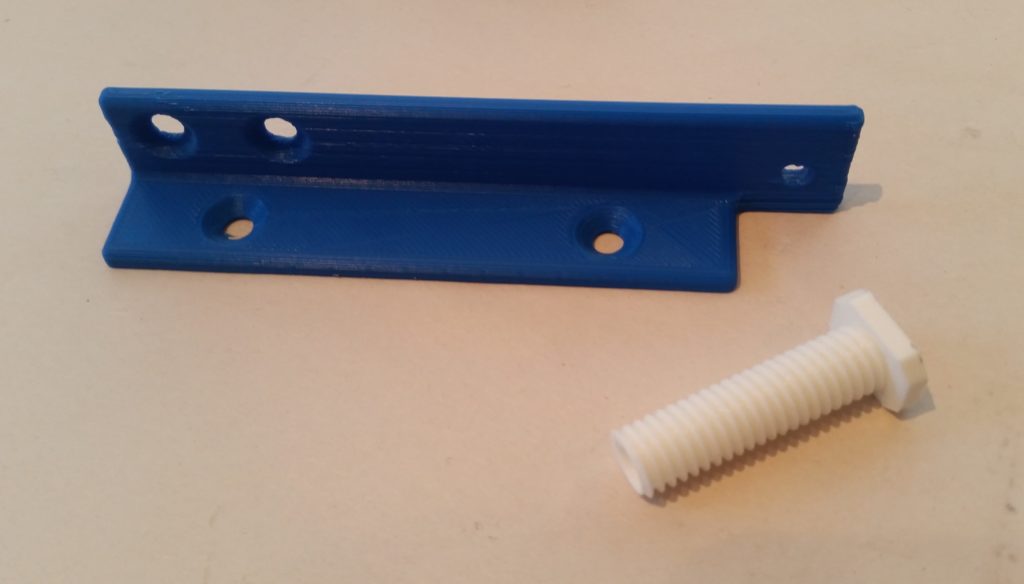
I then swapped the PLA filament to blue and began printing the main canopy latch assembly components. Below is the latch assembly’s lower mounting bracket.

Here we have a “so far” progress pic with the lower mounting bracket and “phenolic” connecting rod sleeve insert.
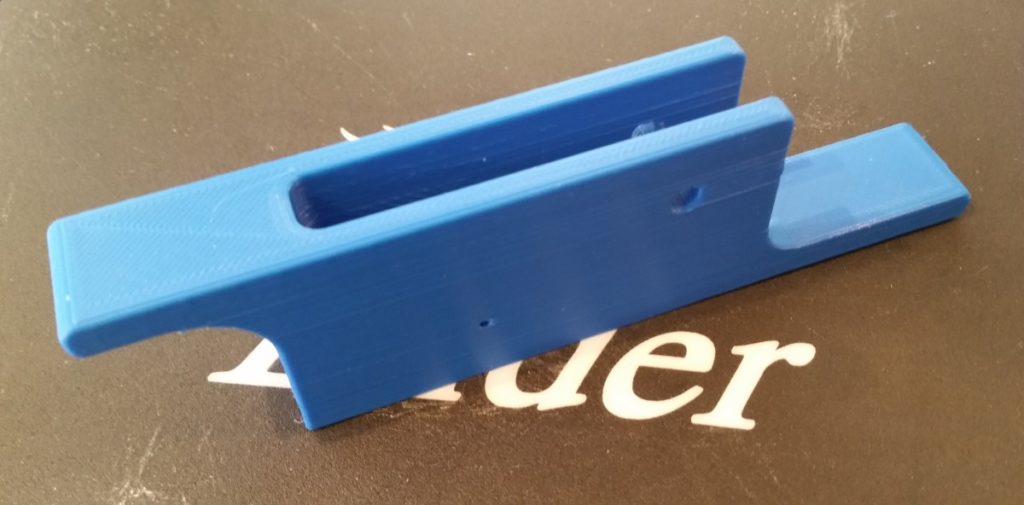
I then 3D printed the upper mounting bracket.

Then came a rather mo-jamma 3D print: mainly since the main handle piece needed supports for the overhanging part of the handle — on the left side in the pics below.
Supports in 3D printing are designed to be removed after the part is completed printing, but serve to support any part that overhangs more than around 45-50°.


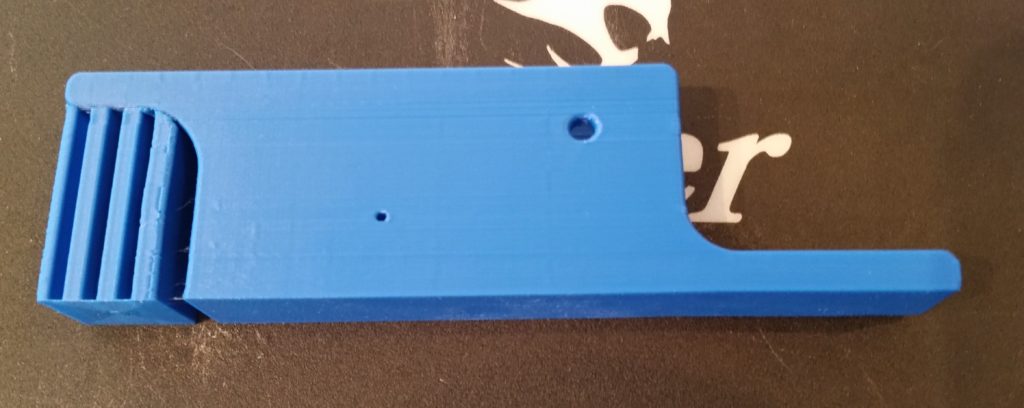
Here’s the canopy latch handle with the 3D-printing supports removed.

And a final glamour shot of the canopy latch handle.
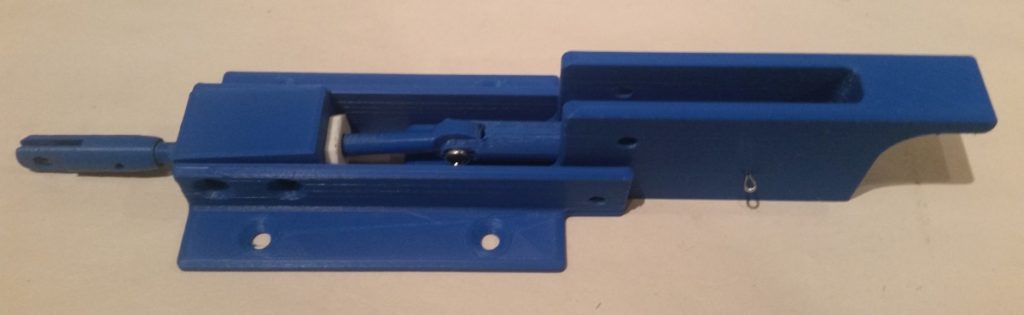
A number of 3D printed parts later (2x connecting rods and connecting end cap) and with no real hardware to speak of, I quasi-assembled the Canopy Latch assembly as best possible. I’m very interested to see how this contraption will work once I get some hardware and attach all the parts together!
I had ordered some black PETG filament from Amazon that had not yet arrived, so I picked up some gray PETG from a nearby Micro Center store.
PETG is a filament that combines the ease of printing of the very common PLA filament with the robust strength and heat tolerances of ABS. Actually, PETG is stronger than ABS but just a bit less tolerant of high heat (PETG is stable up to around 80°C). Moreover, with just a few slight parameter tweaks, PETG prints out somewhat normally analogous to PLA, whereas the much more finicky ABS requires an enclosure around the printer to ensure heat retention during the entire printing cycle of the ABS part. Whereas ABS prints are renowned for their nuisance seam splitting and corner lift-ups off the printing bed, PETG can be excessively stringy and have globules all over the part if the print parameters aren’t dialed in correctly.
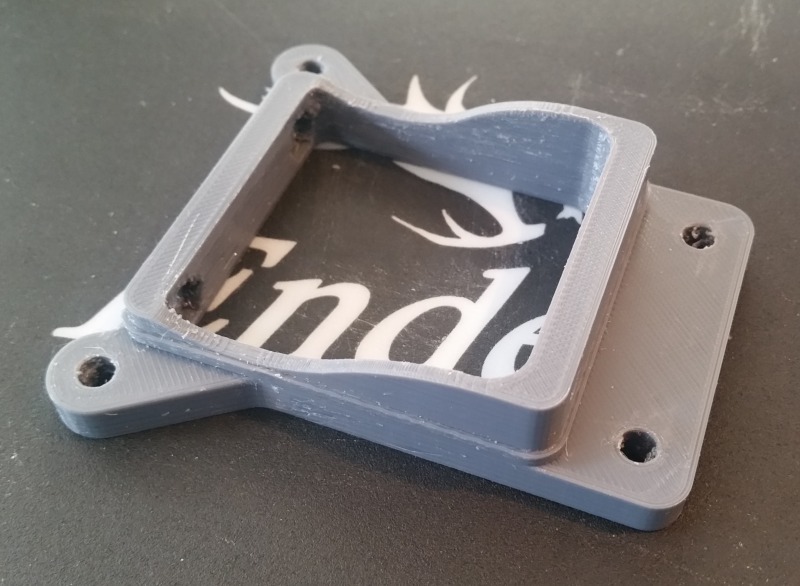
Thus, armed with this knowledge in hand, I set off to 3D print my first PETG part: the small pivot plate for my Canopy Latch assembly (this pivot plate allows the latch to mechanically manipulate the #1 canopy latch hook that physically sets farther forward in the cabin than the canopy latch handle assembly does).
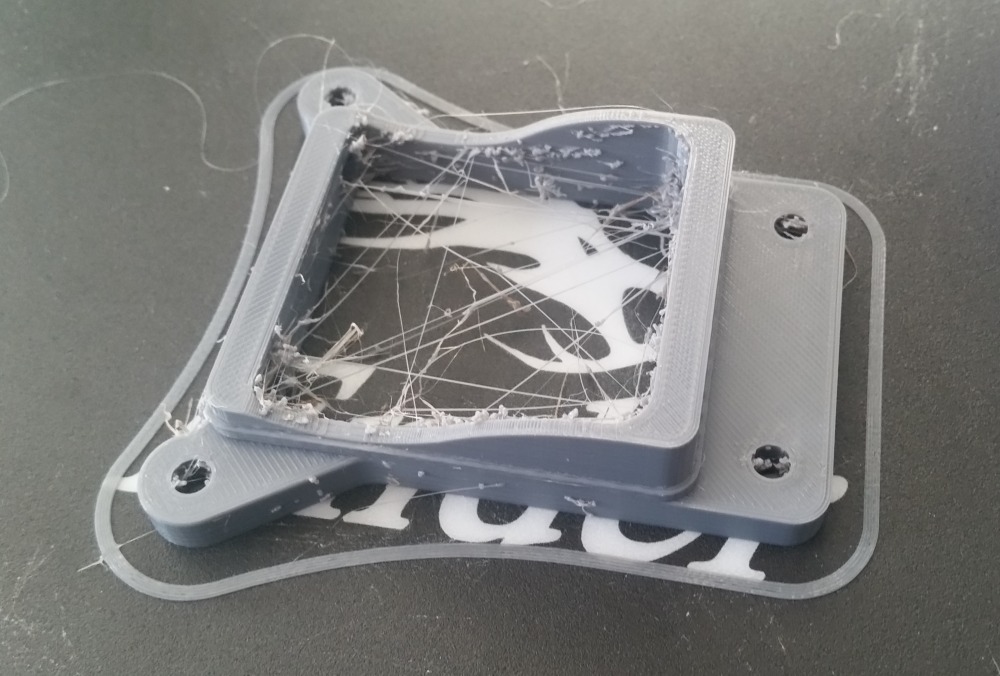
I had a bit of drama printing this out, but not really due to the PETG (although at first I was thinking it was near impossible to print with this stuff!) but rather my placement of the part on the virtual print bed in the Cura 3D printer slicer software… it was at a very slight [not flat] angle and was causing all sorts of mayhem!

I then printed out the small propeller and hub for my 3D printed Long-EZ model (sorry, no pic) which turned out a little grainier than PLA, but still fine nonetheless.
After feeling good about my dialing-in of the print parameters for PETG, I pulled the trigger on printing out the “final” Starter Contactor Mounting Bracket.
To be fair, below is a pic of 3D print #2 of the starter contactor bracket because at hour 3 of the 4+ hours it takes to print this thing, I decided to go full stupid and snag an errant glob of filament off the first print with my trusty snippers when –with the speed & efficiency of a Star Wars killer recon droid– the printer head shot across the part and slammed into my then hopelessly caught snips. Bam! I knocked the printer head off its alignment at which point it quite happily —out of spite Bob!— started making spaghetti about a half inch off to the side of the part. STUPID and lesson learned: so I quickly set this print (#2) up and left it alone!!!
[It did give me a chance to attempt to break the part from the aborted first 3D print… and the claims are quite true: this PETG is strong stuff!]
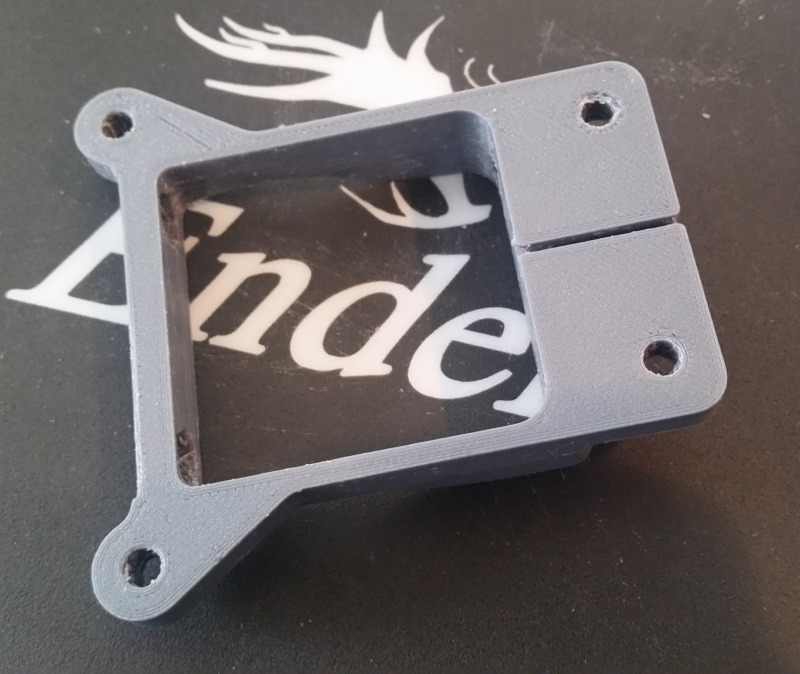
Here’s the contactor mounting bracket 10 min later after some much needed cleanup.
And with that much excitement in the bag, I went to bed. Tomorrow I’ll assemble the canopy latch components and get the Starter Contactor mounted to its finally completed bracket.