
Chapter 14 – Engine Mount Extrusions
(This page covers the engine mount extrusions install, along with the associated engine mount configuration and top GIB seat belt bar install)
3 November 2015 — Since the weather was good, I decided to wash off all the sanding dust off my motorcycle and then cut the 4130 steel engine mount extrusions. Now, as far as I know you can’t buy 1″ 4130 angle “iron,” so I bought 1″ x 1″ x 1/8″ square tubing a couple of years ago for the engine mount extrusions. I figured I would merely cut the tubing along opposite corners and Voila, I would have my L-shape angled 4130 pieces.
About 6 months ago I called a local steel company and asked them how much it would be to have them cut these for me. They said they didn’t do it and referred me to a local machinist, who wanted nearly $200 to cut the damn things. Well, a couple of months ago a friend of mine’s elderly father unfortunately passed away and she had the small table saw below that she very graciously gave to me. Since it was a little beat up and since it’s much more inexpensive than my larger portable table saw, I would use it with a metal cutting blade to cut these 4130 square tubing engine extrusions.

Here’s the square 4130 tubing for the engine mount extrusions.


Ahh, the well laid plans of mice & men! Unfortunately the blade would flex to the side under the pressure of the hard 4130 steel so it wouldn’t really cut the corners cleanly. I played around with it for about 15 minutes before finally realizing it was a lesson in futility. With the corners thinned a bit, I grabbed my Dremel and tried to cut it freehand. Well, that’s the hardest 4130 steel I’ve seen because by the time I got from one end to the other my Dremel cut bit had disintegrated.
Ok 4130 square tubing! You won round #1, but I’ll win in the long run! Ha! With that, I moved on to more important build tasks at this point.
•••
15 September 2016 — Today, while I had the saw out, I took the opportunity to go ahead and cut my lower 3/16″ thick angled 2024 engine mount extrusions.

Here you can see I cut the lower engine mount extrusions to the plan’s 8″ length.

•••
16 September 2016 — Today I cut a 1-1/2″ x 1-1/2″ piece of 2024 Aluminum for one of my upper engine mounts. I trimmed it down on the table saw to 1-1/4″ on the leg that will be sticking upright as it is mounted on top of the CS Spar. Just a personal preference to not have such an oversized extrusion mounted in the cockpit area.

•••
30 September 2016 — Today I finally cut the 1″ x 1″ Chromoly steel engine mount square tube extrusion into 2 “L”-shaped angled pieces. I know some may question exactly why I’m throwing in only one mount of 4130 steel. Well, I was actually going to install two 4130 steel mounts catty-corner from each other, but when the bottom mounts required the use of 3/16″ angled extrusions, I simply decided that between the weight and cost of buying more/thicker 4130 steel, I would punt and simply put only the one top side in. Yes, I considered both top engine mount extrusions being 4130, but now with my engine weighing in heavier, I’m going to employ a little Operational Risk Management here and just go with the one side to keep the weight down, and to keep from having to buy more metal! A little odd? Perhaps. But I’m going to be a little eccentric and go with this!
By the way, after I got it all cut, I matched it up to the engine mount and it was a good match!

[Note: I posted this here since it’s listed in the plans and relates to mounting the spar to the fuselage. However, I also posted this in Chapter 23 since it clearly relates to the engine.]
•••
1 October 2016 — Here’s a pic of today’s work, with the WA16 Spruce engine mount-to-spar-to-longeron wedges at the top and the engine mount extrusions at the bottom right.
 You may also note that in the pic above I included printouts of my engine mount extrusion diagrams/notes that I updated yesterday.
You may also note that in the pic above I included printouts of my engine mount extrusion diagrams/notes that I updated yesterday.
Yet another bunch of material I cut but didn’t get any specific pics of are the pieces that will make up the U-channel wing bolt securing bracket (in the middle of the pic above). This will allow me to put the wing bolts in the spar facing out (aft) and be secured against moving. This will greatly facilitate the speed & ease of putting the wings on & off.
•••
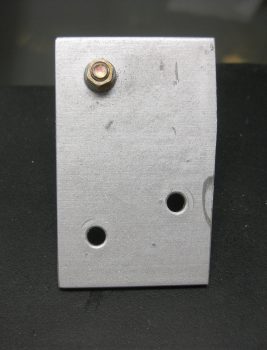
3 October 2016 — I started on the engine mount extrusions today by drilling a #12 hole down into the upper left engine mount extrusion’s bottom reinforcement plate. I then countersunk the hole in the outboard 2024 aluminum angle “L” bracket. I didn’t want to drill the other 2 holes on the other side since I wasn’t sure how much compression there would be when the engine mount was actually bolted in place (the plans say 4 AN3 screws according to a CP… but I seriously don’t know where 4 holes would fit for AN3 screws. There technically is 4 screws/bolts going through the extrusion plates into the lower reinforcement plate, IF you count the 1/4″ bolt that holds on the engine mount tube).
I did realize after I Alodined these parts (below) that I had a major brain SNAFU and should have at least drilled & countersunk the screws on the top (long) extrusion. I could then have simply drilled the holes into the lower reinforcement plate later, since it connects both sides… oh, well. No huge deal, just definitely not optimized as for as Alodine coverage.

Now, my main Alodine goal for today was to at least get the Engine Mount Extrusions Alodined. I cleaned all the parts with a quick wipe down of Acetone. Then I cleaned them with a 3M pad and Simple Green, and rinsed them thoroughly. I then took them outside and Alodined them. In addition, I was also actually able to prep & Alodine the Aluminum parts for the wing bolt brackets that will allow me to mount the wing bolts in the spar quasi-permanently facing aft to greatly simplify wing mounting/removal.

You can see below that the 3 aluminum engine mounts and the outboard spar wing bolt brackets are Alodined. Clearly I still need to finalize cleaning up the edges of the 4130 steel engine mount.

•••
4 October 2016 — Today I spent almost 2 hours cutting all the BID required to install the top & bottom engine mount extrusions (4 total) to the CS spar & longerons. Probably not a very exciting pic… but cutting glass for nearly 2 hours isn’t exciting either! ha!
Although towards the bottom of my task list today, I finally got sick of looking at all the peel ply boogers on the CS spar-to-fuselage layups, so I gave it a higher priority! You may have noticed in my blog post yesterday the significant amount of dust & debri in the nose from mounting the canard (which is now gone…the debri, not the canard!)… with all that was going on I simply didn’t have enough time before heading out to Rough River for a good after action cleanup, and am just now getting around to it. I spent well over an hour cleaning up all the layups from mounting the CS spar to the fuselage, and also the inboard holes in the CS spar forward face I filled with foam & glassed. If you remember, I made those holes for drilling the wing bolt holes. I still need to another good hour in ridding the spar (and then later the wings) of all the offending bondo.

•••
5 October 2016 — Today I started off by cutting the upper left 4130 steel engine mount extrusion into 8″ & 1.6″ lengths.


I then trimmed the lower 0.1″ reinforcement plate for a final fit to the upper left engine mount extrusion pieces.

I then drilled the countersunk screw holes in the upper left extrusion mount pieces.

Here’s a shot of the 3/16″ countersunk screws mounted in the upper left extrusion mount pieces.

And all three 3/16″ countersunk screws mounted in the upper left extrusion mount pieces.

I then drilled the countersunk screw holes in the upper right extrusion mount pieces.

Here’s a shot of all three 3/16″ countersunk screws mounted in the upper right extrusion mount pieces.

Below are the 3/16″ countersunk screws & lower reinforcement plates in place on the upper extrusion mount pieces.

•••
6 October 2016 — I started off today working on the engine mount extrusions. I cleaned all my engine mount extrusions with Acetone, and then gave them a final wash in Simple Green. Once dry, I painted just the ~1.6″ tips of the 2024 aluminum extrusions with a high end silver paint that my buddy –who is an auto body guy– let me borrow a while back. I did this to protect the part of the extrusions that are firewall aft (engine compartment) and to simply make them look a little snazzier than the Alodine look.

Wth the 4130 engine mount extrusion, I primed all the individual parts and then hit the last ~1.6″ with that silver paint. Clearly I’m not concerned about the firewall forward areas on any of these, because the top ones will get painted with the cockpit interior, and the bottom ones will be buried away in the hell hole.
I have to say I had a total brain fart and used packing tape on all the aluminum extrusions when I painted them. What do you get for trying to be too snazzy? An hour of using Goo-B-Gone to get baked on tape off your extrusions!! What a waste of time, and a hard learned lesson in finding out what material in the known universe that packing tape actually sticks to!

I then took a few minutes to sand the Spruce WA16 wedges to their final shape and round over the top edges just a hair in prep for glassing these into place. [I then spent a good 45 minutes cleaning all the bondo off the top of the CS spar. I chiseled the bigger chunks away be hand, then sanded the remaining bondo remnants off].

•••
25 October 2016 — Today, to mount the upper engine extrusions, I started out by lifting the fuselage nose to get the longerons to a level 0°.

Longerons at a level 0°.

I then checked the firewall and it was dialed right in at 90°, perpendicular to the longerons.

I calculated the thickness of the firewall (since I haven’t glassed on all the BID yet) at 0.355″ and simply rounded that up to 0.36″ and added it to the 1.6″ for the part of the engine mount extrusion sticking out aft of the firewall for the engine mount to attach to.


After removing the firewall, I mocked up the engine mount extrusions (remember, the top ones are a mixture of 4130 steel on the left side and 2024 aluminum on the right) and then checked the WA16 Spruce wedge spacers. Since my fuselage is just slightly more curved, I cut the WA16s 0.4″ at their widest point vs the stock 0.3″. This of course turned out to be a wasted effort since even though the fuselage is more football shaped than stock, the plans 0.3″ wide wedge spacer dimension is still the correct size. Ahhh, so I did even more cutting and sanding to get these things thinned down.

I then clamped and set the engine mount into place, only attached to the upper engine mounts for the initial look.
 Then came the ENIGMA: I have no idea why, since I thought I was Uber diligent in my measuring of all fuselage dimensions at the beginning of this build, but the face of my firewall is setting at about FS 125.4 vs the plan’s FS 125.0. I have to admit I was remiss in double-checking the firewall dimensions when I installed the CS spar into the fuselage, since I assumed that my spar notches were good due to the fact that I did re-check their measurements. Plus, the firewall fit flush and appeared aligned, which it is . . . just 0.4″ aft where the face of it should be.
Then came the ENIGMA: I have no idea why, since I thought I was Uber diligent in my measuring of all fuselage dimensions at the beginning of this build, but the face of my firewall is setting at about FS 125.4 vs the plan’s FS 125.0. I have to admit I was remiss in double-checking the firewall dimensions when I installed the CS spar into the fuselage, since I assumed that my spar notches were good due to the fact that I did re-check their measurements. Plus, the firewall fit flush and appeared aligned, which it is . . . just 0.4″ aft where the face of it should be.
The real affect, although over-comeable, is that the top set of engine mount brackets are setting at FS 134.5 vs FS 134.2. 0.3″ may not seem significant, but it certainly is to the W&B when you’re talking about the mounting of the 250+ pound engine, the heaviest component on this entire craft.
My initial concern was that if I simply move the mount closer (which will require some trimming of the upper engine mount stems) that it would negatively effect the clearance of the forward-mounted engine components. But since I’m using Electronic Ignitions in both magneto mounts, they won’t require the forward space that Slick mags do. Thus, if I trim a hair over 0.3″, and mount the engine with it’s normal engine mount stem to firewall spacing, I should be very close to spot on with the FS 134.2 engine mount setting.
[BTW, the measurement below was taken from the face of F28… so, 28 + 106.5 = 134.5].

This shows the gap between the end of the right longeron and the upper right engine mount stem. Note that if the engine mount stem were left at the length in the pic below, it would actually be embedded into the firewall. The aft face of the firewall will be just forward of the double horizontal extrusion plate shown just underneath the engine mount stem.

•••
26 October 2016 — Today marked up the firewall to cut the slots so each engine mount extrusion could transit the firewall.

Here’s a shot with both upper and lower engine mount extrusion slots shown marked for cutting.

I started each extrusion slot by drilling a few 1/8″ holes for the top extrusion slots and 3/16″ holes for the bottom extrusion pass-through slots. I then transitioned to using a saber saw to finish cutting the holes.

After finishing each hole with the saber saw, I then sanded down the pass throughs with 32 grit paper.

Here’s a shot of the firewall mounted with all the engine mount extrusions pass-through slots cut.

I then set the engine mount extrusions in place to see how they looked & fit.

Here’s a closer shot of the engine mount extrusions.

I then tested out the engine mount by clamping it in place on the upper engine mount extrusions.

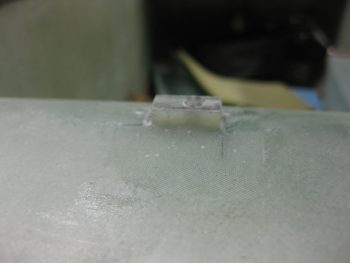
Again, here’s a closeup shot of the upper right extrusion.

My earlier trimming of the top engine mount posts did the trick. Now I can dial in the upper engine mount rings to FS 134.2 as per plans.

I then pulled the firewall off and mocked up just the upper engine mount extrusions before I glassed them in place.

After verifying that the extrusion spacing was good, I then went to town sanding the areas that will get glass during the mounting of the engine mount extrusions.

I then vacuumed up all the sanding dust.

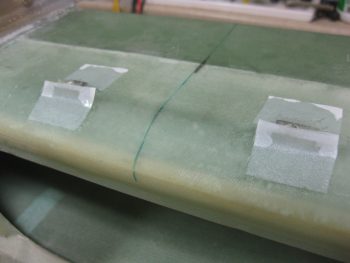
I have to say that this is quite a detailed layup. The time lapse between the pic above and below is over 4 hours. Regardless, here are a couple of shots with the upper engine mounts glassed & floxed into place.


And a shot from the aft side , , ,

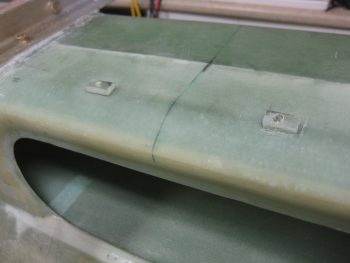
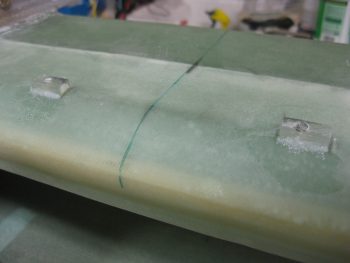
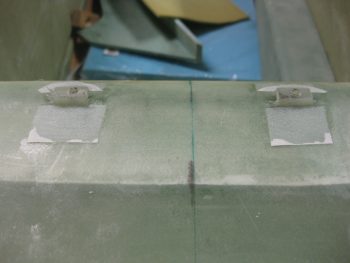
I then verified that the left side extrusion’s firewall alignment mark was good, which it wasn’t. So I spent a few minutes tweaking both side, then once I got them straight, I snapped this shot. The line at the top equates to the forward side of the firewall, while the bottom line equates to the aft side of the firewall… Thuss why I paid so much attention to getting these marks aligned properly.

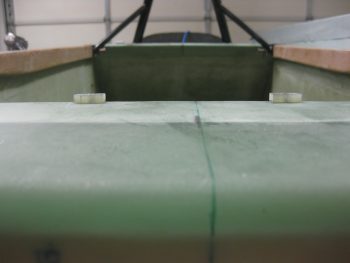
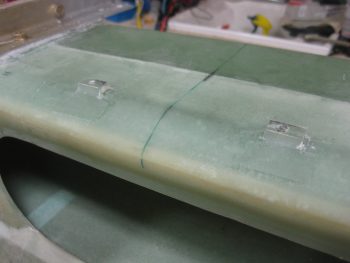
Here’s the right side extrusion firewall alignment mark. Due to the angle of the camera, the extrusion and the spar, it looks a bit off.

But if you look at it from this angle, it’s spot on.

Here’s a final shot of the aft end of the fuselage with the engine mount being used to ensure the upper engine mount extrusions are set in their correct positions.

•••
27 October 2016 — First off, as per plans I let this the engine mount extrusions cure until late afternoon to ensure a complete curing of the layup.
I then cleaned up all the excess glass with the Fein saw and really gave both side layups a good sanding.

One reason I went with 4130 steel on the left side extrusion is that I wanted a higher strength extrusion than stock due to a much heavier and more powerful engine. But I also wanted a low profile extrusion on the left side, since that’s where the passenger enters. I understand it’s back on the spar and out of the way, but I did want no more than an inch high extrusion on the left side.
On the right however, where the canopy is, the extrusion is 1.25″ high. The base leg is even wider at 1.5″ wide. The upper right extrusion is of course 2024 Aluminum. I pretty much left the thick pad of glass that I laid up between the right side extrusion upright and the longeron at the same 1.25″ height as the vertical extrusion leg, but I did taper it down into the longeron surface. Still, the glass under both these upper extrusions is thick, stout & strong!

I then cut the pass through holes on the firewall for the engine mount extrusions. I figured I would have to open up those pass through holes a bit, but it was really tough getting the firewall on. And although I checked the lower longerons to see if anything was messing up the re-mounting of the firewall, I couldn’t see anything.

I opened up the holes based on what I thought was some binding, but I was bamboozled by the firewall in that the real problem was at the bottom, not the top. Since the bottom longerons (or stringers) curve upward, then a bit more needs to be removed from their mounting holes to install the firewall with a straight in motion.

The next issue I encountered was the right engine mount extrusion 1.6″ bottom reinforcement & connecting plate. Since it matches the 1.5″ width of the upper right side extrusion, and due to the slight angle that the extrusion is mounted to the longeron at, I simply just could not get the screws mounted into it because it kept hitting the firewall. Obviously, this clearance issue will only get worse when the Fiberfrax and Stainless steel final cover is added to the firewall.
So I marked a slight angle on the forward side of the 1/8″ reinforcement plate (it’s still attached to the outer angle that the engine mount tube is attached to).

I then trimmed the edge using the Dremel Tool (and a face mask of course!).

I then was able to get the upper engine mount extrusion assemblies installed, and then clamped the engine mount in place.

I then focused on the lower engine mount posts for a bit.

The extrusion pass through holes needed to be modified just a bit, so I marked them up.

I then marked up the upper engine mount extrusions to be drilled in order to receive 1/4″ AN4 bolts. Below is the right side with its drill bit holes marked.

I then did the same for the left side.

And here’s a shot of both sides . . . Ok, ready to drill!

I started drilling the right extrusion first. Of course drilling straight down on these holes doesn’t present any real challenges . . .

But Boy, drilling the side holes sure do! I used a flexible drill shaft that I picked up from Home Depot a while back specifically for this purpose.

I focused on the left side 4130 engine mount extrusion because if anything is going to tear up my drill bits, it will be this hard tough stuff (although its not anything near as bad as stainless steel!)

I rounded up some AN4 bolts and fit-checked the bolt holes. Nice and snug!

It got pretty late, so I needed to stop drilling for the evening, but here’s a shot of both sides with the their one bolt each installed.

Finally, here are a couple pics off the top “ceiling” of the interior CS spar showing the nuts and large washers holding the bolts in the extrusions in place. I am happy that my Spruce hardpoints embedded in the CS spar are in the right spot and that I’m hitting them with my bolts!


•••
28 October 2016 — Today was kind of a slow build day, but I did get a couple of things knocked off the list.
The first thing was I drilled the 1/4″ holes into the vertical leg of the upper right engine mount extrusion & through the longeron.

I then test fitted a couple of AN4 bolts in the holes. Nice & snug and the holes look good.

(The second task I knocked out was finally glassing the front face of the firewall with 1 ply of BID).
•••
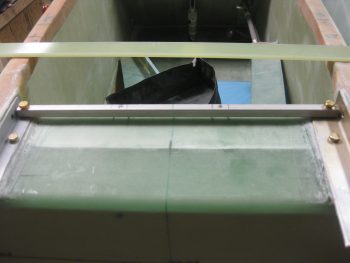
29 October 2016 — Today I spent a good 45 minutes looking at the configuration of stuff on my D-Deck area. The 1/2″ square 6061T6 bar that you see will traverse across the fop front side of the CS spar, attached at the front corners of the top engine mount extrusions. Yes, this is a modification of the GIB seatbelt mounts and is NOT per plans. This bar will be mounted with the AN4 1/4″ extrusion bolt on each end (with 2024 inserts inside each of the bar for strength) and also have center mount countersunk screws to keep it secure. That will allow the GIB to simply slide the upper seat belt shoulder straps inboard or outboard for comfort. I weighed all these components, and this modification is within an ounce (probably less) weight-wise as the plans configuration.
The black GIB headrest and components shroud cardboard mockup (that I made in Germany) is a modification I’m doing ala Wayne Blackler (see second below). I like this configuration INFINITELY better than the plans shroud that has the GIB with their essentially in coffin or something…. Blech! With my GIB upper seatbelt bar mod I did have to trim the depth by about 3/4″, but it still looks as if everything I had planned to get mounted inside the headrest will still fit comfortably.

Wayne’s GIB headrest and component housing:

•••
2 November 2016 — Tonight I cut the 1/2″ x 1/2″ square 6061T6 Aluminum tube that I’m using in lieu of the plan’s GIB upper seatbelt mounts. This tube will allow the upper seatbelt straps –with the webbing merely wrapped around it– to slide inboard and outboard to allow the GIB to have a much better variance in adjusting the upper seatbelt straps to their comfort.
I started the process of drilling the holes for the seatbelt tube by marking the extrusions on each side with lines that extended beyond the sides and edges of the square tube.

I then carried those lines back onto the top of each end of the tube to mark the center point for drilling on each side. I finalized trimming 3/8″ x 3/8″ square 2024T3 inserts, each about 1.25″ long, that slide into place on each end of the tube with the outside face of the inserts close to flush on the each side.


I started with a small drill bit about 1/16″ thick and then stepped my way up until I had a 1/4″ hole drilled down through the seatbelt crosstube ends into the extrusions and then through the Spruce hardpoints embedded in the CS spar, respectively of course.

Here’s a closer shot showing the forward bolt hole on the right extrusion very close to the same spot as my original mark. Up on the longeron is the end of the GIB seatbelt cross tube with the 1/4″ bolt hole drilled through it as well. In this pic you can see the 2024 insert in place (very snugly) in the end of the tube. I’ll remove the inserts and Alodine them before re-inserting them before the final mounting of the seatbelt cross tube.

With the GIB seatbelt cross bar mod and the fact that my longerons are wider in the back than stock, it took me a good 20 minutes to figure out the best length of AN4 bolts to use in all but the aft horizontal bolt position on the extrusions (which is the stock plans size bolt obviously).

Here’s another shot of the bolts that will get mounted into the upper right engine mount extrusion, right longeron, and CS spar hardpoint.

Here’s a shot of the all the upper extrusion mounting hardware. As you can see, I also put the firewall back in place.

I then did a quick check to see how my GIB headrest / component shroud fit & looked (maybe I’ll start calling it something a bit catchier like, “the vault” or something).

It fit fairly well. Of course some minor tweaking will be in order, but so far I’m happy with the configuration back here with the D-Deck and all.

•••
3 November 2016 — Today I worked on the upper engine mount extrusions. I grabbed a 1/2″ drill bit and used it to ream out the glass & foam surrounding the outboard bolt holes in the longerons.

To avoid the same issue that we have when mounting the landing gear extrusions with small washers in subsequently having them embed themselves into the comparatively soft Spruce structures, I decided to use AN970-4 washers on the outboard side of the bolts holding the engine mount extrusions to the longerons.
I started by marking a line the width of an AN970-4 washer over each hole right at the junction of the outboard longeron edge and the attached foam and glass. I used the Fein saw to cut a slot over each hole. I then used a 1/16″ drill bit in a cordless drill to carefully “grind” out the foam to enable me to slide an AN970-4 washer into each slot.
As you can see by the pic below, in standard configuration the AN970-4 washers are too tall and peek out of their slot. I expected this would most likely be the case, so I simply marked each side of the washers and used my Dremel tool to shape them.

Here are the 4 outboard AN970-4 washers shaped to fit into the slots I made on the outboard sides of the longerons (… without poking out).

Here’s a shot of the port-side longeron with the engine mount extrusion holes. You can clearly see the modified AN970-4 washers through the outer 1/2″ holes.

After I got the washer slots made and the AN970-4 washers trimmed to fit, I then moved forward with sealing the bolt holes that I drilled through the Spruce wood hard points. Per the latest CSA and in conversations with Terrry Schubert, apparently over longer periods of time the bolts will actually start corroding due to the moisture in the wood. To remedy this, any bolts placed through wood should have the bolt holes sealed with epoxy first.
I didn’t know about this nor did I do it on the main gear bolts, so I’ll just have to remain vigilant and watch those bolts. But from here on out all bolts & screws mounted through wood will have the wood holes sealed first. As per Terry in the latest CSA newsletter (October 2016), the way to do this is to mix up some epoxy and then simply add just a bit of alcohol to the mix. Apparently this allows the mixture to flow much better and really seep into the wood. The one thing I had forgotten before I reread it tonight is that it takes multiple coats to seal the holes… so no finalizing the extrusion mounting tonight! Again, as per the CSA plans I used a Q-Tip to apply the epoxy/alcohol mix into each hole.
As my first round of epoxy/alcohol mixture was curing inside the wood bolt holes, I went through the process to Alodine the two 2024T3 inserts in each end of the GIB upper seatbelt bar. I first submerged the pieces in Alumaprep for about 3 minutes, giving them a good scrub about half way through. Then I rinsed them thoroughly and set them in place in the Alodine as you can see in the pic below. I let them sit in the Alodine for just over 3 minutes . . .
And then again rinsed them thoroughly with water. I then let them dry out on a paper towel, as you can see below.

Before calling it a night, I applied one more (and final) coat of the epoxy/alcohol mixture to the top engine mount extrusion bolt holes in the Spruce hard points. I’ll let this cure overnight then start tomorrow by actually bolting the upper engine mount extrusions in place.
•••
4 November 2016 — I started off my shop work today by figuring out the exact dimensions & locations of the support spacers for the GIB seatbelt crossbar. The spacers will be a couple of inches from the CS spar CL on each side. Since the right side arm rest and right side horizontal part of the engine mount extrusion are both wider than their left side counterparts, I decided to skew the seatbelt straps over about a quarter of an inch to the left as well.
I marked the spots where the initial holes would be drilled for the eventual installation of AN3 countersunk screws.

I then drilled my marks with a small 1/16″ bit through the square upper seatbelt crossbar tube and into the top of the CS spar, but not all the way through.

I then drilled a series of holes with increasingly bigger sized bits… again, only down until I felt the tip of the drill bit hit the bottom side of the upper inside CS spar skin (on the inside ceiling of the spar).

Once the holes were decent sized, with still a bit more to go for the screws to fit, I stopped drilling for the time being.

And pulled off the seatbelt crossbar to expose the holes. I then spent a good 45 minutes using a scribe to dig out the foam through these holes and shop-vac’ing the chunks out. I essentially created an open cylinder under each hole all the way down to the bottom/inside CS spar skin (remember, I DIDN’T drill all the way through). I would say the resulting air pocket I made for each hole was about .6″ to .8″ in diameter.

I then made up some wet flox with fast hardener and poured it into the air pockets I created under each hole in the CS spar. As you can see, I’m simply making hard points in the CS spar to secure the center GIB seatbelt cross bar screws.

With the leftover flox I then installed the right side modified AN970-4 washers after slathering them with flox. After the washers were in place I installed the AN4 bolts. As you can see in the pic below, I have some trimming to do on the some of each washer peeking out, but overall I’m very pleased with these washers and am very glad I did this mod.

Here’s the flox curing inside the GIB seatbelt crossbar inboard mounting screw holes.

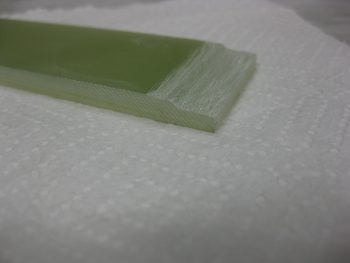
I grabbed a bar of G10 Garolite that I had on hand and sanded down one end so that it was the same thickness as between the top surface of the CS spar and the bottom side of the GIB seatbelt crossbar (approx. 0.2″).
I then flipped it over and marked it to make 2 support spacers for the inboard crossbar screws.

I started by making a center cut that will result in 2 x 0.75″ wide pieces.

I then cut across the G10 to give me the 2 support spacers measuring 0.75″ wide x 0.4″ deep x ~0.2″ thick.

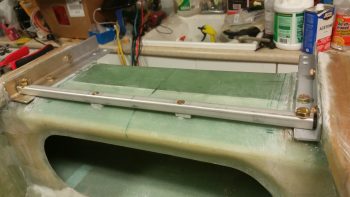
I then set the spacers in place and clamped the GIB seatbelt crossbar over them to secure them in place.

I then drilled a series of holes starting from smaller to larger both through the G10 and also down all the way through the CS spar into each of the hard points.

I then actually drilled the holes out all the way with a #12 bit to accept an AN3 screw.

I drilled countersinks into the freshly drilled crossbar mounting holes and then installed a couple of AN3 screws into the holes. You may also note that the left side bolts are installed securing the engine mount extrusion to the longeron –utilizing the modified AN970-4 wide area washers of course!

It took a bit of fiddling about with the holes to get the screws to slide in without being “motivated,” but I after a good 10 minutes everything was working fine.
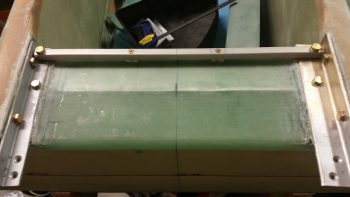
Here’s one last shot of the temporarily mounted GIB seatbelt cross bar & the 6 (six) permanently mounted AN4 bolts securing the upper engine mount extrusions to the CS spar and the longerons, respectively.
•••
5 November 2016 — I started out today by gathering up the upper GIB seatbelt straps to modify them to work with my seatbelt cross bar configuration.

I took a big breath and marked the mounting brackets for cutting with my ‘Dremel’ tool.

Here’s a closer shot of my cut marks on the seatbelt brackets.

I then took an even bigger breath and cut the seatbelt mounting brackets at the lines I had marked.

These brackets are some tough metal and I really had to put some oomph into it to pry the cut sides apart to slide out the seatbelt webbing.

Here’s a shot immediately after I removed the seatbelt mounting bracket from the webbing.

And here’s a shot of both upper GIB seatbelt web straps sans mounting brackets.

Now, obviously I had made a decision and planned on going the route of using a crossbar for the GIB upper seatbelt straps, but before I actually glassed in the support spacers, I did want to ensure that the seatbelt straps would work in their “new” (compared to plans) position. Of course everything looked & worked fine.

I put the firewall up & added the “Vault” (headrest & component housing) to get an idea of how it all looks and fits together.

Here’s some closer shots, essentially the same as above.


One thing that I really like about this mod is that it allows the GIB to strap in with the upper seatbelt straps up to 3″+ inboard of the stock plans strap placement. I really do think this will add a lot of comfort for the rear-seater . . . or maybe better stated: won’t add any discomfort from too-wide, off-angle upper seatbelt straps.

With the final hurdle cleared, the mod was a full go! Time to get the support spacers in for good. I 5-min glued the support spacers in place on top of the CS spar.
Here’s are some aft shots of the support spacers 5-min glued in place.

I then whipped up some epoxy & flox using fast hardener. I added a small flox fillet to the forward & aft sides of the seatbelt crossbar support spacers.
Here’s a closeup view of a flox fillet on the support spacer.

I then prepregged a 1-ply piece of scrap BID and laid up one ply on the forward and aft sides of each of the two support spacers. As you can see, I then peel plied the layups.
Again, here’s an aft shot of the 1-ply BID layups on the seatbelt crossbar support spacers’ layups.
A few hours later, with the 1-ply BID layups cured, I cleaned up the GIB seatbelt crossbar support spacer layups.
Below are pics of the cured left support spacer, and then the right, respectively.

And a final shot from the aft side of both seatbelt crossbar support spacers glassed in place.

•••
12 November 2016 — Today I re-drilled the GIB seatbelt crosspiece screw holes, since I had inserted G10 hard points to buttress the square cross tube.

Here’s a closeup shot of the initial drilling of the G10 hard point in the GIB seatbelt crosspiece screw hole.

•••
19 March 2018 — Part of the process (or at least my process) in prepping for installing the lower engine mount extrusions is to figure out where all the hell hole resident items go. I have a mount for the oil heat pump, and the laser altimeter for the nose gear’s new AEX system will reside on the bottom of the aircraft in the hell hole area, so the component most needing a home was the B&C SD-8 B/U Alternator relay.
My initial thought was to have it on the aft side of the GIB seat back, where I’d use a click bond stud on one side and a RivNut on the other. However, to do either I needed to open up the slots on each end of the relay to accept a #10 screw.

I used a 3/16″ drill bit first, then subsequently a 13/64″ drill bit, to open up & widen the slots on each end of the relay.

After poking, prodding, and probing around in the hell hole, I realized with all that was traversing through this busy area, and really wanting to keep components that can more easily get snagged away from the opening in the GIB seat (for cramming stuff into for much-needed storage during flights), I decided to place the SD-8 relay in pretty much the same spot that had once been ID’d for both the electric fuel pump and the GRT MAP sensor (both which have moved on to greener pastures): the bottom side of the CS spar.
I then taped up the bottom of the relay to protect it against any untoward glue-goobers, roughed up the face of each click bond (I can’t use a RivNut on the lower CS spar cap), then cleaned the click bond mating surfaces with Acetone…. making these babies ready for some 5 min glue!

Woah! As I was holding up the relay for a final location fit, I could visualize chunks of skin getting extracted from my forearm (accompanied by a stream of appropriate expletives) from the protruding click bond posts while I glassed in the lower engine mount extrusions. Since these click bonds can quite easily be glued/glassed in at a later time, I decided to table this exercise for a date AFTER the lower engine mount extrusions were installed.

For about 6 years now, ever since I skinned the outside of the fuselage, I have dealt with the pair of coiled-up 1/8″ aluminum brake lines in the hell hole. Well, I hit another major milestone today in that I finally –after all these years– trimmed those suckers down to a manageable length.

I then scrounged up the lower WA16 wedge shaped pieces of Spruce that make up the base for the lower engine mount extrusion glass. Just as on the top, these WA16 Spruce wedges serve to align the engine mount posts more parallel to aircraft centerline and less with the curved sides of the fuselage.
I had to trim the upper front corners of each one to get them to slide forward enough, but after a couple of trial and error rounds I got each side to fit in nicely. Since I will not be flipping the fuselage upside down to install these lower engine mount extrusions, I’m kicking around the idea of floxing these WA16s in place first with some peel ply over top to minimize the variables when I glass in the engine mount extrusion BID pads. We’ll see . . . more assessment & eval required.

Again, in prep for the upcoming lower engine mount extrusions installation, I had to temporarily evict another hell hole resident: the FT60 Red Cube fuel flow transducer. If it was just the Red Cube I may have considered just taping it up, but with it’s pesky wire pigtail and the fact that it needs a good wipe down before final install, I yanked it.

I’ll of course cover up the remaining fuel line and FT60 mounting bracket with protective tape during the lower engine mount extrusions install.

•••
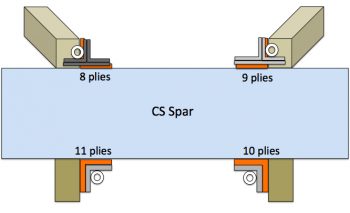
20 March 2018 — Today I finalized updating/verifying the numbers on my lower engine mount extrusions install diagrams that I whipped up in PowerPoint a couple of years ago. I also did an inventory on the glass I had cut out about a year and a half ago (IIRC). Although it was prepped for being merely wet out in prepreg and then cut, I decided to cut it into its separate component pieces. I then had to carefully move the engine-on-hoist out of the way so I could then drop down the glass cutting table to then cut some more BID to finalize the glass prep for glassing-in/mounting the lower engine mount extrusions.

Since my fuselage is just a hair wider at the bottom (talking around 0.1″) I decided to forego the “standard” bottom engine mounts of 1/8″ thick by 1.5″ x 1.5″ 2024 angle for ones that are slightly more robust (i.e., take up the gap with aluminum vs glass) at 3/16″ thick with 1-1/4″ x 1-1/4″ legs.
Any longer legs on the engine mount extrusions other than the 1″ stock seem to need some trimming to lessen the height right at where it meets the main gear extrusion. This is so when the thick pad of BID that the extrusion gets mounted atop of (technically below on the bottom extrusions) there is some wiggle room for the engine mount extrusion to get pushed further from the CS spar and more towards the main gear mount extrusion, while avoiding any unwanted collisions betwixt the two.
Thus, for the area of the vertical leg on each lower engine mount extrusion, I removed about 0.2″ at the lower edge. Again, just for the area immediately above the main gear mount extrusion. I started by marking the engine mount extrusions.

Then clamping each one to my work bench –with the help of 2×4 underneath the angled aluminum to stabilize it– and used my trusty Skil saw to trim it down. Worked a treat!

I then cleaned up each thinned out area with a hand file.

After sanding the outboard and top sides of the extrusions that will mate up to the BID pads and flox with 220 grit (as per plans), I then washed the extrusions down in warm water and Simple Green. I then took them upstairs to mark up the bolt hole locations in accordance with the plan’s dimensions.

To ensure I don’t lose my bolt hole locations with Sharpie-destroying/blurring epoxy (after I double-checked all the measurements!) I took my drill with a small bit and drilled the slightest of a hole beginning at each mark.

•••
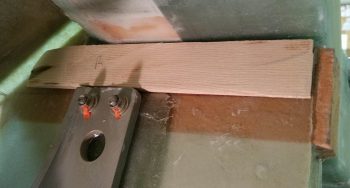
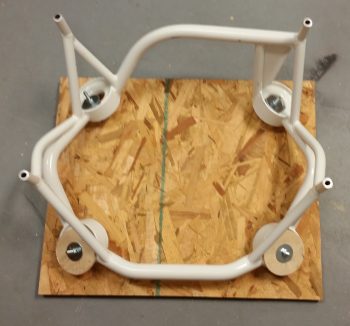
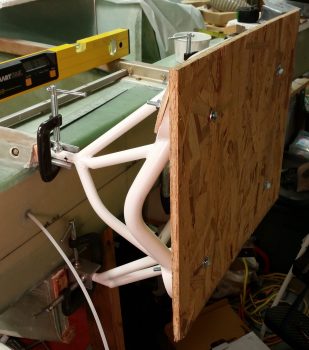
21 March 2018 — Today I made it down to the shop to get a little bit of prep work in for installing the lower engine mount extrusions. I copied Dave Berenholtz in bolting a wood plate to the engine mount to help easily ascertain the mounting angle of engine mount/engine during the installation of the lower extrusions.

Here’s another shot. BTW, the plans would have you install the engine mount so that the prop is 2° higher than the front (firewall side) of the engine. This makes sense since the Long-EZ, like many aircraft, flies about 2° nose high. However, remember that the 2° number is based on a 118-125 HP Lycoming O-235 engine. If you’re pushing a few more ponies, which I and most people are these days in Long-EZs, then it takes less angle to keep the nose up. Also, 2° high on a higher powered engine probably won’t get you level flight, but a slight climb… which then of course would mandate more trim forces in play.
For example, with a planned 220 HP engine, my buddy Dave B. set his angle at 1.1°. So for my 180-190 HP motor, I’ll be setting my engine angle around 1.4°.
For my last official act of the day, I then tweaked the lower engine mount extrusions install plan.
•••
22 March 2018 — Today was all about getting the lower engine mount extrusions installed.
I started off by checking the firewall to see if it was 90° vertical, which of course it wasn’t.


The front tire was really low, so by adding air to get if full, and adding one small piece of 3/8″ wood underneath, I got the firewall “zeroed” at 90°.

With my firewall dialed in at 90°, I then removed it and clamped the engine mount in place on the upper engine mount extrusions.


I then checked the plate that I bolted to the firewall last night. With just a scant bit of downward pressure I can get it to my targeted 1.4° slant with no real difficulty.

Over the next couple of hours I then floxed in the 2 WA16 Spruce wedges and covered both of those –respectively– with 2 plies of BID that covered the entire WA16 and overlapped onto the sidewall, spar and back seat.
I then added the remaining plies of BID to the lower engine mount extrusion pads, 9 plies on the left and 8 plies on the right.
Here’s a pic of the right side WA16 floxed in place with the associated BID laid up in place.

And here’s the same on the left side.

I then slathered up the just glassed BID pads with copious amounts of flox, applied fresh epoxy to the mating surfaces of the lower engine mount extrusions, and then set & clamped them into place on each side.
I then used a pre-cut 2×3 with a wedged 2×4 to keep the forward side of the lower engine mount extrusions pressed up tight against the BID pads.

I then double-checked that all the dimensions were good. Here’s the right side lower engine mount extrusion in place.

And the left. As you can see, I peel plied all the BID pad edges that were lined with flox for a nice smooth edge.

Here we have the installed lower engine mount extrusions, shown from the left side.

And the same thing again from the right. It took me about 6 hours total to finish this step.


•••
23 March 2018 — Well, after about 6 years I finally finished Chapter 14! Woo-hoo!
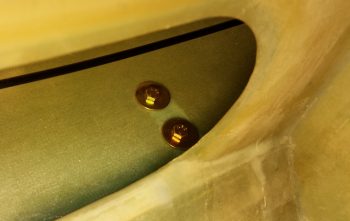
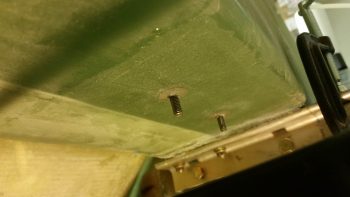
I started off by drilling the aft vertical bolt hole on the lower left engine mount extrusion up into the Spruce hardpoint that is imbedded in the CS Spar at all the extrusion attach locations. I double checked my marking that I had made a couple of days ago and then took the plunge!
As you can see, it popped through inside the CS Spar at the tail end and center mass in the Spruce hardpoint.

And I got the same result on the right side as well . . . I was definitely starting off the final step of Chapter 14 right with the first bolt hole attempts. Since these 2 bolts are situated so close to the CS Spar’s critical lower spar cap, I knew after I avoided hitting it that the bolt installs would only get easier from there.

Then, out of nowhere, as I working in the Hell Hole, minding my own business . . . Bam! An early casualty . . . ahhh, precautionary tale: THIS IS WHY I PEEL PLY!!
[Obviously this was in an area I couldn’t reach to peel ply!]

After getting the vertical bolts installed, and just as I finished drilling the aft side hole in the lower right engine mount extrusion, it hit me that I was forgetting something! Ahh, Terry Schubert would be sooooo ashamed if I forgot to seal the wood inside the holes!
So I pulled out the front vertical bolt on each side and left these aft side holes (I had already drilled the outside access for the wide area AN970-4 washers… below) open. I then mixed a small batch of epoxy with fast hardener, added a bit of alcohol to it to thin it out, and then used Q-Tips to get the epoxy slathered onto the bare Spruce inside each hole. I also treated the holes in my longerons for my rollover assembly. I then went upstairs and cooked a fairly quick dinner, took a break, sat down and had a bit to eat.
When I got back the alcohol-epoxy solution was just starting to gel slightly. So I installed the 2 pairs of bolts into the open holes, pulled the aft vertical bolts and hit those holes with the sealing epoxy solution. I then drilled the front side bolt holes on each side. It took a while for me to drill out the front holes, so a bit after I was done I hit the forward pair of the side holes with the alcohol-epoxy solution and then replaced the aft vertical bolts. Wood holes sealed!

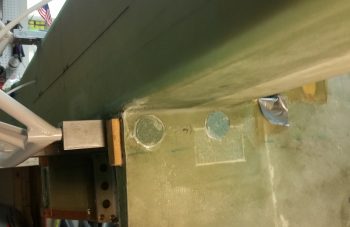
Backtracking a tad, here I’m drilling just the outer sidewall skin and a bit of the foam in order to remove the plug . . .

that would allow me to create a nice inset to employ an AN970-4 wide area washer in an area –the exact area as the gear mounts in fact– that is just fiberglass over Spruce. Knowing the issues I had with the narrow washers and bolts digging into the glass & wood, deforming both, in my original main gear mounting, I definitely want to avoid that where my engine mount is concerned. Thus, just as I did on top extrusions, I’ll again be using AN970-4 wide area washers.

I then mounted both sets of side bolts for the left and right lower engine mount extrusions. I will note that the forward bolt overlaps about a third-to-half of the way into the area that I dug out to install the wide area washers for the top main gear bolts, as is easily seen in the pics below. Again, since the underlying glass and wood was deformed a fair bit on the main gear outboard bolts, I used a bit of flox and BID to add some structural integrity and solid underlayment for the gear wide area washers (again, this was for the main gear bolts).
I said all that to merely state that, unlike the aft extrusion bolt, each of the forward bolt’s washer has a lopsided “floor” or “wall” to rest upon since theres a build up of glass and flox on the bottom side of each hole. To remedy this, I simply added a bunch of thick flox behind each of the 2 forward extrusion bolt washers.


While the flox was curing (I used fast hardener of course) in the forward side pair of extrusion bolts, I took the opportunity to snap some pics of the completed install of the lower engine mount extrusions . . . thus completing Chapter 14!

Here’s shots of the interior bolts (4 each) of each side of the lower engine mount extrusions.


And a shot of the whole shebang!

It’s rather interesting how actual little info there is on this step in the plans. Knowing I didn’t want a huge gash on my arm as I stuffed goodies into the stowage access hole of the CS Spar before a flight, I decided to mount the vertical bolts with the heads inside the CS Spar and the threaded arm-mangling part of each bolt on the bottom (Hell Hole) side.
I should say that I’m really happy with hitting the CS Spar’s embedded hard points. I did very slightly cheat on the front bolts and moved them aft around 0.070″ to 0.1″ to ensure they were on the flat part of the spar (both top and bottom on the front of the CS Spar has an angled corner). This also helped ensure that I could fit a AN970-4 wide area washer in these locations as well.

After the flox –serving as the AN970-4 leveling base in the front side holes– was very close to being cured, I snugged down all the side bolts just a pinch and then micro’d in foam plugs I had just made specifically for this purpose.
I’ll let these dry overnight, then sand them flush with the sidewall. However, I probably won’t glass them until I build the strakes and add a bit of glass and Kevlar to the sidewall area near the main tank fuel flow feeds that are embedded in the fuselage sidewalls.
Here’s the tally on how many plies I used on each engine mount extrusion BID pad. As you can see, I met the 7-ply minimum criteria spelled out in the plans.
•••
24 March 2018 — I started off today by trimming down and then rough sanding the foam plugs that I have micro’d in place over each outboard end of the lower extrusions’ bolts, nuts, and wide area washers…. for both the right and left sides.


I then removed the engine mount –which is a tight fit– exposing the 4 engine mounting extrusions.

here’s a closer look . . .

Using the taped up SD-8 relay and some 5-min glue, I mounted the 2 SD-8 relay Clickbonds on the underside of the CS Spar towards the right side a bit.

When I was making up my 3×5 card task list this morning, I also decided to verify my desired locations for the right and left brake line runs. I wanted them below the main gear so they were as accessible as possible via the bottom Hell Hell cover (disguising itself as an intake scoop) once the plane is completed.
I confirmed the positions and sanded down the areas that would get a few plies of BID to secure the Clickbonds into place. BTW, the Adels that are getting mounted to these Clickbonds won’t directly clamp to the brake lines, but rather will secure each side’s 3/16″ (from the wheel calipers) to 1/8″ (fuselage brake line run) Generant reducer fitting.

As the 5-min glue set, I then prepregged all the BID for laying up over the Clickbonds. Just before mixing up some epoxy with fast hardener, I wrapped each Clickbond threaded post with a small piece of electrical tape to protect against any epoxy gunk.

I then laid up 3 plies of BID over the SD-8 Relay’s Clickbonds and then peel plied it.

And did the same for the right & left side brake line Clickbonds.

Later I pulled the peel ply off all my cured Clickbond install layups… which all turned out pretty good. Here’s the SD-8 relay mounting Clickbonds on the underside of the CS Spar. BTW, I positioned these forward enough to be out of the way and not induce any added hassle when I layup the corner BID tape between the forward side of the firewall and the CS Spar
Here are the cured BID layups for the lower right (upper pic) and left brake line securing Clickbonds.


•••
26 March 2018 — Today I took a few minutes to mark my lower engine mount extrusion bolt heads, nuts and washers with some orange torque seal.


•••