
I spent a good portion of the day off and on editing a bunch of video footage I took yesterday on the installation of the throttle and mixture cables, quadrants and levers in my attempt to get it finished and uploaded.
However, I wasn’t happy with the video segment that I started to shoot with the front left armrest in place. The outboard back wall of the throttle friction lock pocket was all torn to hell from the screw of the knob rubbing on the paint, so I decided to finalize the configuration for the throttle friction lock pocket back plate and get it in place before finishing up the video. I was half-heartedly thinking I would just leave it until after first flight since it was just a cosmetic issue although I was prepping to work it in between other tasks as time permitted, but it just looked too nasty to wait.
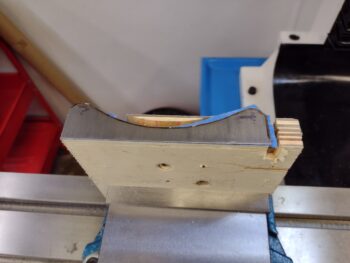
So It took another half-dozen iterations to get it right —testing the fit with 3D printed mockups— before I was happy with the final fit.
I then spent a good little bit of time researching machining stainless steel and prepping the thick plywood machining base to machine this piece.
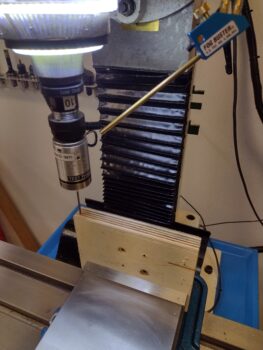
I actually machined just the plywood base to clear out any wood that would cause resistance to the end mill. In addition, I wanted to cut up high on the end mill so that if this 0.020″ thick piece of stainless steel wrecked my end mill, it would be high up on an area that I don’t normally cut with.
That being said, I should have re-probed my end mill #2 because the tool holder just kissed the top edge of the stainless steel plate and made some nasty marks on it. Thus I had to do the whole process twice (ugh!).
I had planned on prepping the armrest and getting this back plate floxed in place, but it was getting later into the evening and Jess was over cooking dinner… so I just called it a night and will re-attack this tomorrow.