
Since I was up pretty late getting the epoxy granite in the mill base, I got a pretty late start today. Plus, I was working with Langmuir Systems on some troubleshooting stuff for the plasma cutting table.
I got out to the shop early evening and immediately installed the new PETG 3D-printed canopy latch handle.

I needed to sand the front edge of the opening just a hair for it to fit, but after that it was good to go.

There’s still a very scant bit of the handle protruding past the fuselage surface, but I’m going to leave that for now since there will be some build up when the micro finish is applied to the fuselage.

I then rounded up my original boards for making a canopy frame to allow me to remove the canopy, which I intend to do in the next day or few. However, I didn’t have the rear piece so I drew up the outline in cardboard and then transferred that to a piece of OSB and cut it. It fit fairly well.

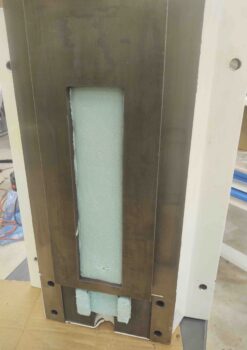
The epoxy granite in the mill was definitely cured, so I prepped it to remove the foam forms.
But first I got a shot of the forms from the “other side.”
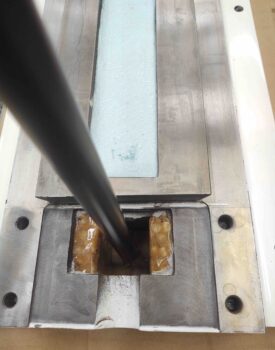
On the aft side of the mill base is the compartment that sits directly below the column. There is a decent hunk of steel at the front of that pocket that the pneumatic dampening and assist cylinder attaches to… as you can see in the cleared pocket on the right.

I then test fit the gas cylinder, and it fit fine.
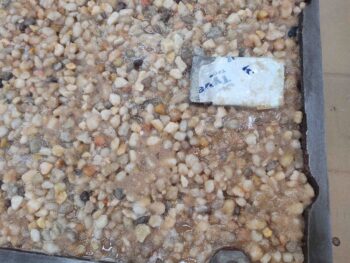
I then cleared the foam forms out of the center channel of the mill base. Using the non-sticky tape really made the epoxy granite look like an art piece.
At this point I still had one last bit of foam left, tucked away up under the front lip, just behind the opening for the Y-axis lead/ball screw and handle/motor mount.

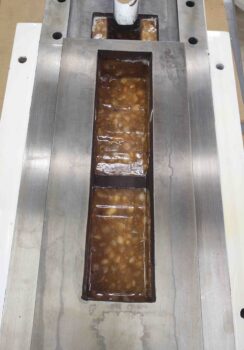
Here you can see the foam is all removed from the channel. It took nearly 2 hours to remove and clean all the foam forms…. but it’s complete and now behind me.
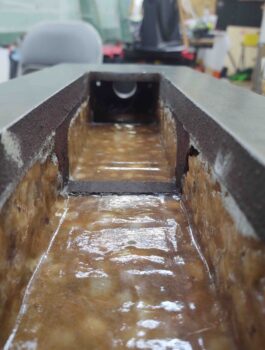
Another artsy-fartsy shot!

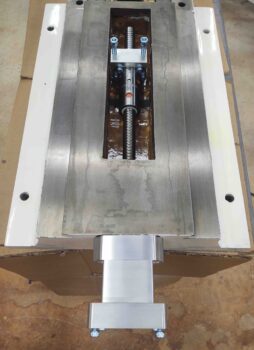
Curiosity got the best of me and I broke out and temp-installed the Y-axis ball screw and motor mount from the CNC kit.

I do plan on getting back on the canopy tomorrow, although I do have 2-3 hours set aside for troubleshooting the plasma cutter. Hopefully it won’t take that long.
I also have 2 hours scheduled to work on the mill, which will most likely be a daily time slot until it’s up and running.