
I started out today by pulling the peel ply, trimming the edges and cleaning up the 1-ply BID interior layup on the left strake top skin core.

I then got busy on the right strake top skin foam core.

I measured and marked a line 1.3″ aft of the line I had scribed following the front face of the CS spar.

I then trimmed the aft edge at this new 1.3″ line.

As I did on the left side, I flipped the foam core right side up and marked a 0.3″ reference line from the aft edge.

However, this time I went back and remeasured the top bevel of the CS spar. I was getting about a 1.2″ wide bevel vs the 1″ I had quickly measured before. I thought I would try using the entire 1.3″ initially for the bevel on the foam core and see how that went.
Well, that exercise told me two things. First, about 1″ to 1.1″ works best on the top foam core bevel, so I adjusted it as needed.

The second thing was it was clearly time to knock down the tops of the ribs where they intersected the CS spar so as to ensure the top skin aft bevel mated correctly with the CS spar bevel. So I spent about 45 minutes trimming and sanding the strake ribs and baffles on both sides to get them ready for both the top skins, and the T-Hat layups. I don’t have an end-result shot here, but will point that out as I’m working the T-hat layups.
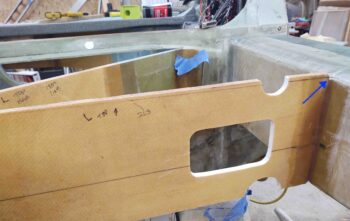
Another issue I had was when I test fitted the left strake top skin core. The outboard edge (blue arrow) was barely fitting and something was knocking the entire skin core outboard by about 1/8″. I found the culprit to be the inboard BID flap that is required per plans to come up from the bottom skin and overlap along the top surface of the longeron (yellow arrows).
The problem is that when getting all the glass wetted out along the edge of the underside skin layup, invariably some epoxy goes past that edge. Thus, along about 2/3rds of this unwetted flap is a hard cured overflow edge that is —not surprisingly— about 1/8″ wide.
The original plan’s method has you glass the top skin then mounting it while the epoxy is tacky, so this flap edge isn’t really an issue. But if you let the skin cure fully then the problem I discovered rears its ugly head.
However, in looking at other builder’s sites I found that Ary Glantz found the solution to this problem: he glassed the underside skin sans flap, then simply laid the glass up (all but the aft 9″) on the LONGERON side first, let it hang down, then mounted the top skin. Once the skin was in place he simply folded that flap up under the top skin and was done with it (all but the aft 9″ being in the accessible baggage area). A big thanks to Ary for such a simple solution!

Since my seat cores are back at Oregon Aero getting upholstered, I then threw a seat pad into the back seat and sat back there to assess possible mounting locations for the GIB map light. If I was going to have it attached inside the strake opening —which I’m not after looking at it— I would have created a hardpoint or embedded a nutplate assembly on the bottom surface of the right strake top foam core. But I determined that to actually be usable as a map/reading light it needed a bit higher… like shown here on the longeron. Again, my main concern at this point was determining if I needed to do anything to the right strake top foam core in regards to securing the map light.

I then grabbed this shot as I was climbing out of the cockpit, Note the fuel site gage laying on the left strake top. I also played around with the positioning of those as well and have an initial idea where I want them… the fairly typically spot they go.

I then cut the big pieces of BID and prepped the peel ply for the right strake top underside layup.

Many hours later this was the end result (think I had a dirty camera lens . . .). This clearly meets my current one-strake-skin-layup-per-day requirement (grin).

With that I left this to cure overnight.