
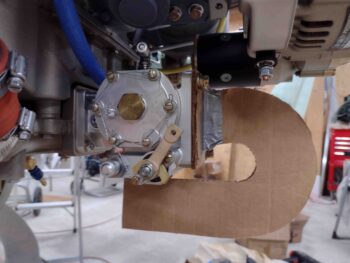
Starting off, here’s a pic of my preferred location for mounting the fuel injection flow divider on the bottom side of the engine: the underside engine aft mounting flat. Notice the engine case notch just forward of the flat, which ends where I’m pointing at with a screwdriver. Any point forward of the screwdriver begets interference problems between bracket and engine case.

I then tested out the fit of the Version 4 bracket. It fit fine, but I decided to round the corners significantly to remove unneeded bracket material: aka weight.

I had been looking at various metals to use out of curiosity. Something a bit stronger than the ‘ol standard 6061 aluminum, but other metals like stainless steel meant a bit trickier machining while other aluminums like 2024 or 7075 meant poorer corrosion resistance (read: Alodine required). Thus I simply planned for the ubiquitous 1/4″ thick 6061 T6 for Version 5 and kicked off the 3D print of that.

I then sliced off another 1/4″ off the front attach point of the air induction 180º tube and reattached it with duct tape to the mock cardboard mounting plate.
I then remounted the cowling and checked the latest clearance between the induction tube and the bottom inside cowling. Interesting… just as I had hypothesized, the shorter the attach point of the tube the more it was driving down the entire tube assembly towards the cowling. It makes sense since the tube angle is much more significant than the drop angle of the cowling bottom moving forward.
This clearly means I need to start back at the beginning and do whatever tweaks I can do OTHER than shorten the original attach tube. More to follow…

I then spent the rest of day testing out and dialing in the milling machine. First off I tested my SuperFly facing tool on a block of wood. It worked near-flawlessly.

I then tried it again on the rough edge of the scrap piece that I cut off of the 6061 block that I’ll use to machine the RAM air can SCEET tube adapter bracket. The Superfly bit in a little more than I wanted it to, but that allowed me to tweak my post processing.
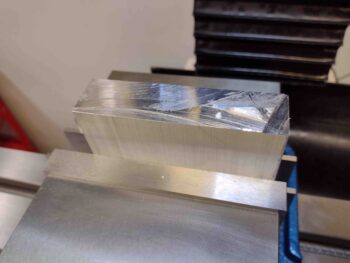
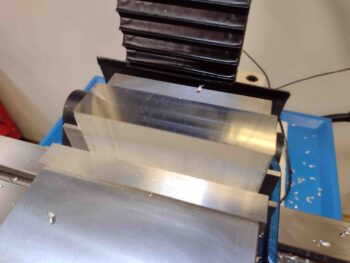
I then flipped the scrap piece 90º so that it was flat in the vise, just how the part stock will be.

I then again tested out the SuperFly facing tool on this scrap stock, and once again, it came out awesome… Taking about 0.005″ off the top surface, just enough to provide a beautiful near-mirror flat surface.

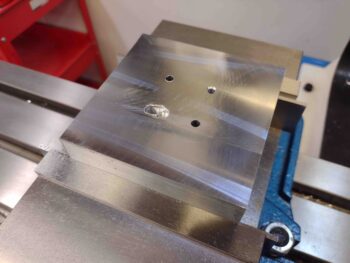
I then used the SuperFly to hit the front (interfacing) side of the RAM air can SCEET tube adapter bracket. Part of the machining flow was to then drill 4 holes to mount the entire piece to a wood backing plate to machine it further.
Admittedly, dealing with the Fusion 360 updated software changes and not following my own task list, I failed to probe all the tool lengths and crashed my hole starter drill mill when it failed to clear the first hole coming out. Thankfully this is aluminum and nothing was damaged except my pride. About a 2.5″ diameter circle around the holes will be bored out from the inside to create the air pass through… so all that material encompassing the crashed hole will get removed anyway (thankfully!).
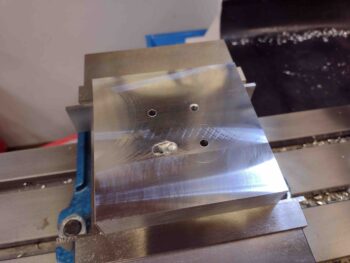
I then inverted the stock and mounted it to my 3/4″ plywood base with two 3/16″ bolts and two #3 screws.

All this testing and prep took a good bit of time, so I plan to finish the machining tomorrow.