
My intended goal for the day was to finalize the configuration of the air induction tube attached to the aft side of the fuel injection servo, but that didn’t happen.
First off, I will note that although I have a lot of pics in this post of the fuel injection flow divider mounting bracket versions and test installs, I really didn’t spend that much time working on it.
I started off spending about 15 minutes installing my modified design of the fuel injection flow divider mounting bracket.

This bracket version flushed out a couple of issues right off the bat. First, in the pic above note the red arrow which is where the bracket is pressed up against the bottom surface of the engine. The bracket is too long/wide and needs to be shortened/narrowed to move it aft on the motor (right in the pic).
Also, the third bolt hole (aft/right side) was contaminated with paint or something, and I had to use a tap to try to clear it out. I got about 3/8″ in but hit something that was making it impossible, with the access I had at this point, to get enough torque on the tap to break through. Thus, since this is not the main priority I simply punted and decided to go with the forward (left side) two bolts and press on.

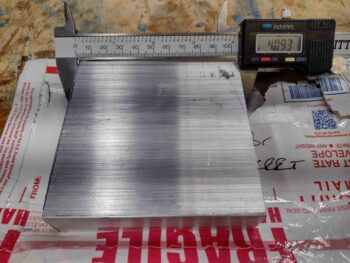
Today was the second of two beautiful days with warmer weather in the low 60’s. I decided to get some outside household tasks knocked out, which burned up a few good hours. But while it was still light out (and warm!) I took the opportunity to cut my recently delivered block of 6061 aluminum that I ordered for the RAM air can SCEET tubing attachment adapter bracket.
This chunk of 6061 is 1″ thick x 4″ x 6″. The SCEET adapter bracket needs to be 4″ x 4″ square, so I’m going to trim down the long side to just over 4″ wide.

To be specific, I marked my cut line at just a hair over 4″, at 4.07″. Normally I would use my horizontal band saw to cut this but it is not cutting straight lines and I didn’t feel like spending an hour or two messing around with it to get it aligned properly… which I probably should have, but I’m feeling way behind the power curve time-wise with all the engine/cowling challenges that I’m currently dealing with. So I used my chop saw, which I know cuts straight… albeit the blade has a much wider kerf.

Here’s the end result of my 6061 stock trimming. The final width turned out to be right around 4.093″ wide, just a wee bit wider than the cut line I marked. Of course I’d much rather be 0.09″ over than under 4″… so pretty darn good in my book!
Pic #2 (right) shows the cut end… a little rough but not bad. All but a ~1/4″ of this edge will be removed anyway!

Again, I spent maybe 10 minutes tweaking my Fusion 360 CAD file to create the latest mod, Version 3, of the fuel flow spider mounting bracket… which I then kicked off the 3D print to be whirring away while I trimmed the 6061 stock above.

I pulled the old Version 2 bracket off and put the new Version 3 bracket on… As Maxwell Smart (most of you are hopefully “mature” enough to remember him) from “Get Smart” used to say, “Missed it by that much!”
Again, the bracket is encroaching on that one edge on the bottom center line of the engine by literally around 1/16″ … so close! I’m using the yellow-tipped pointer to ID the area of interference.

Here’s a wider angle shot to show how the fuel flow divider will look installed on the underside of the engine (IF and when I choose to move it down there).

The time lapse between the above pic and the one below is about 4-5 hours. I cut more wood outside on the table saw for the mounting base to machine the 6061 aluminum stock that will be the RAM air can SCEET tubing attachment adapter bracket.
I then went to do some test cuts to ensure the alignment was good on the milling machine when I hit a wall regarding the Fusion 360 CAM post processing software. Apparently at some point getting back online and starting to use my Fusion 360 software involved them updating my software, which changed the parameters and profile of my milling machine, lathe and plasma cutting table.
Apparently their lovely “upgrades” and “improvements” hit after I machined the wood end plugs for the rudder return springs. This evening I couldn’t get the Fusion 360 CAM software to produce the post processing files I need to tell the milling machine’s Acorn control software how to machine the part. I finally got some post processing files out of it, but they still aren’t 100% and seamless as before.
It is probably impossible to convey the intensity or level of my being pissed off. Having worked in the IT/communications field for half my military career, I dealt with geeks all the time wanting to change things “for the better” with no underlying driving requirements… which it seems this is exactly what the cell phone, computer OS and these Fusion 360 geek assholes seem to do with reckless abandon. My cell phone camera being a perfect example… if it works, don’t mess with it!
Rant over… partially.
I then tweaked the fuel flow divider mounting bracket by moving the bolt mounting holes forward (to the left) by 0.15″. I then trimmed the right edge by the same 0.15″.

Perhaps you noticed that my last two 3D prints look much better than the previous ones, with the print lines running diagonally on the part vs straight across? That I’m not getting any edges curling up? This is due to me updating my Cura slicing software a while back and it wiping out all my slicing profiles for PETG and PLA. Yep, more geeks at work… helping “improve” things.
Well, my fault I guess for updating the software. Of course I have screenshots of my profiles, but there are a dozen screens and countless parameters… so I am slowly dialing in my old parameters that actually worked. Much as I am in the process of doing with Fusion 360. And to new “improved” versions of these softwares and their updates? From here on out I need to just simply learn to say “No!” (although Fusion 360 is mostly cloud based so no opting out).
. . . . I warned you! I’m pissed.
Tomorrow I’ll continue to work on dialing in my CAM post processing software to get the RAM air can SCEET adapter machined. Then onto finalizing my air induction tube to get it glassed and mounted as well.