While awaiting clearance and a Tee-time from James to weld up the exhaust pipe brackets, I thought I would knock out a couple of artsy-fartsy craft tasks today.
First off was some Origami, as I bent the new 0.020″ thick 301 stainless steel SC-1 canopy safety catch into the plans shape. My top 90° bend was a little rounded and not perfect, and the resulting corrective actions in the vise still resulted in a not-perfect part, but definitely functional and not entirely heinous. Done and moving forward!

I plan on shaping and mounting the 5/8″ diameter aluminum crankcase vent tube to the right side exhaust pipes soon, and in assessing how it would get mounted I noted that towards the front side of the engine I would have the crankcase vent tube strapped to the forward (#4) cylinder lone exhaust pipe with a hose clamp.
Now, I’ve noted on a few Long-EZ’s that over time the aluminum crankcase vent tube deforms and flattens inside the stainless steel clamp, pressed up and secured to the harder stainless steel exhaust pipe. I guess that’s why James Redmon, IIRC, used a stainless steel crankcase vent tube… but that’d be too heavy in my opinion.
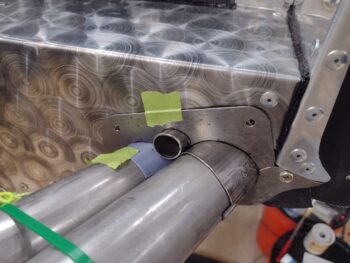
To avoid this deformity on an aluminum tube that most certainly now costs a small fortune to replace, I decided to design what will be an aluminum cradle that will both help secure the crankcase vent tube to the exhaust pipe tube, and help keep the aluminum tube from getting flattened over time. Here it is, 3D printed in its initial R&D “proof of concept.”

I then did a quick ops check on it with a scrap piece of exhaust pipe that I have on hand.

Not too bad, although there are some gaps from the stiffer stainless steel pipe clamp band not conforming all the way to the cradle sides.

So I added some just a hair more meat to the cradle sides to give it some bigger “hips” and tried out version 2. Again, not bad, but it needs just a hair more curve to it… yep! So I kicked off version 3 before heading to bed.

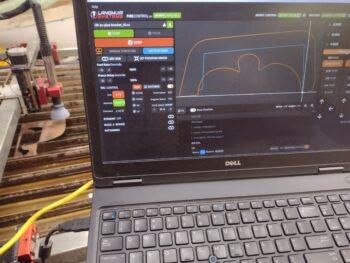
Also upcoming in my adventures is a decent amount of plasma cutting for the firewall and the wing root heat shields. To ensure my design configurations are spot on for both of these, I want to be able to trace out the parts on cardboard on the plasma cutting table with a Sharpie mounted to the torch assembly.
I talked to Marco regarding this, and he had a good, simple idea of essentially zip-tying the Sharpie to the machine torch and pressing forward. Naah… his idea, while brilliant in its simplicity, does not waste enough time, nor involve CAD or 3D printing… ha! Actually, the new shroud I made for the machine torch fits very tightly, and taking it on and off would be a pain, so I’m opting for the longer term solution now: a pen holding bracket that will simply replace the magnetic machine torch mount.
After some more assessment I confirmed that it would be way easier to simply remove the torch and its magnetic mount as a unit and replace it with the pen holder mount, which requires unscrewing and screwing in literally two #10 screws (note: the torch mount is magnetic in case the torch crashes into a piece of metal that tips up during the cutting process. By having the torch and mount pop off under pressure, this ensures both the torch and the metal don’t get majorly damaged).
I modeled up the mount in CAD in 2 different sessions, both less than 30 minutes each… the first for a test print (not shown) before I fired off the ~6.5 hour pen holding bracket mount 3D print job.
And here it is on the build plate. The white stuff is stick glue, which helps secure the ABS plastic to the build plate (I was lazy during the thin exhaust pipe bracket mockup prints and haven’t cleaned the glue off yet… it’s a process!). The tree root looking things “growing” on the bracket are supports, which can be old school standard or new school “tree” supports… clearly these are the latter.


I then removed the supports in about a minute to expose the front and back sides of the pen holding bracket mount.


I had annotated some design tweaks that I needed to do on my actual pen holder (gray thing) years ago when I planned on installing it into the actual torch mount, which would have required removing the machine torch off its mount. Well, last week I updated the CAD model for the pen holder and 3D printed it. Again, I’ll note that all this plasma cutting focus is in gearing up for cutting the firewall, CS spar and wing root heat shields.

Here’s the Sharpie mounted into the holder. Also note I only had one cap screw in the house with me to test out the pen holder clamps, but both worked fine.

Now to check fit on the plasma cutting table. Here’s the first initial swag, with washers super-glued into the depressions on the back side to hold it to the magnets on the secured torch mounting base.

The magnets don’t have a gorilla grip on the pen holder mount as I would like, but I’m sure I can work around that to secure it. Otherwise, the fit is good and it appears very functional for marking up cardboard test blanks prior to actual cutting expensive metal sheets (example: a 2′ x 4′ sheet of Titanium is now around $250… don’t want to screw that cut up!).
More tomorrow, calling it a night!