I ordered a 3 Nm (Newton meter)/425 oz-force inch Closed-loop stepper motor kit that included the motor, a drive and a 36V power supply. I received all but the power supply and after a quick email exchange I have one coming from the seller. In addition, I bought a data transfer cable (gray) that allows me to reprogram some of the default settings on the drive for better optimization and performance in my CNC setup.


Shortly after I ordered this 3 Nm closed-loop stepper motor was when I had my epiphany regarding my planned purchase of a Precision Matthews PM-30MV machining mill vs the previously planned PM-25MV. Now, the PM-25MV typically uses Nema 23 sized motor mounts such as this 3 Nm stepper motor for its X axis and Y axis. Moreover, the PM-25MV uses a larger Nema 34 stepper motor for the Z axis. This contrasts somewhat with the PM-30MV which uses the larger Nema 34 mounts for all axes.
Well, although it’s a bit overkill, my new plan regarding the model of Machining Mill to purchase subsequently pressed the 3 Nm stepper motor into service as the Z axis motor on my upcoming lathe CNC conversion. The lathe’s X axis will still get the planned 2.2 Nm (311 oz-force in.) closed-loop stepper motor, which is what I had also decided on originally for the Z axis as well.
If you’re wondering about the drive data cable (yes, exciting . . . ), here’s a shot of it below with it plugged into the stepper motor drive. Again, the cable will be hooked up to a computer with Acorn CNC software to change a few distinct operating parameters on the drive before using it for live CNC operations.

As I mentioned in an earlier post, after a lot of research I decided to go with Centroid Acorn CNC as my CNC controller software and hardware. Below is a shot of the freshly delivered & opened box of my Centroid Acorn CNC kit. The blue cable is a specific shielded CAT5 data cable that is called for by Centroid Acorn, and is connected between the controlling computer and Acorn CNC board.

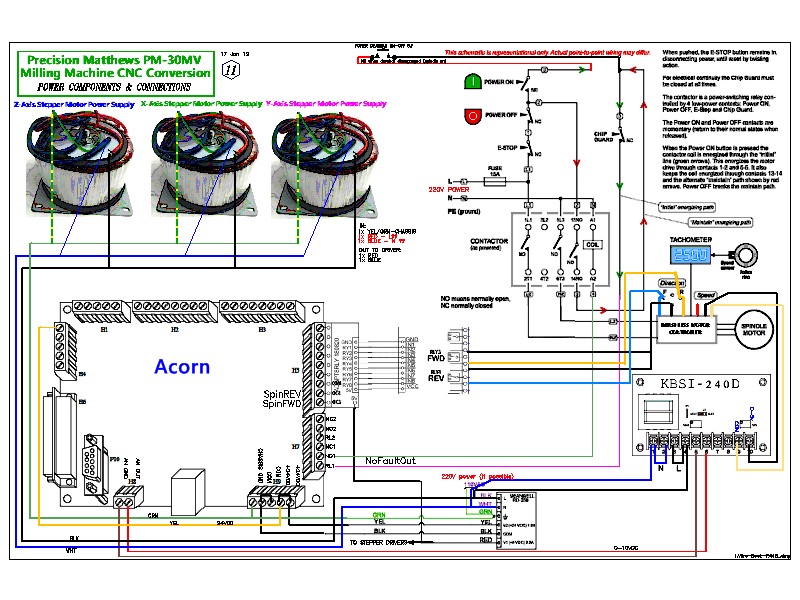
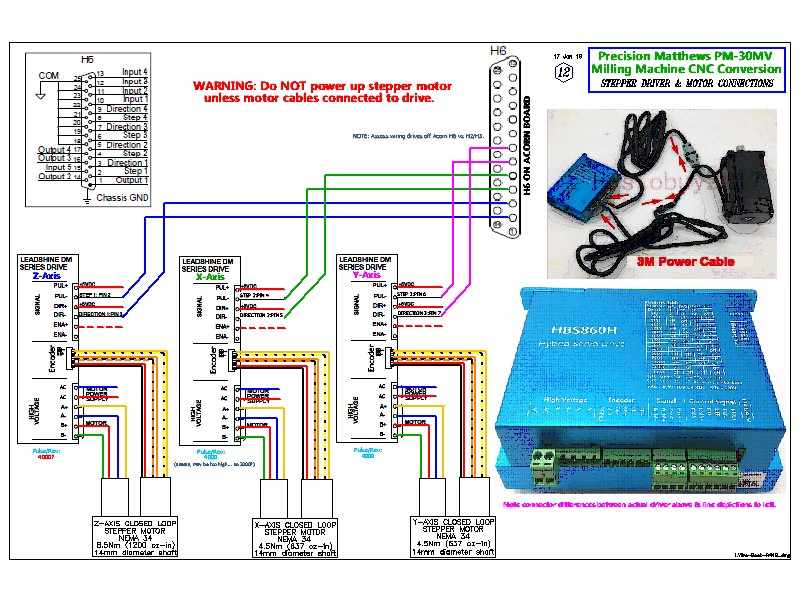
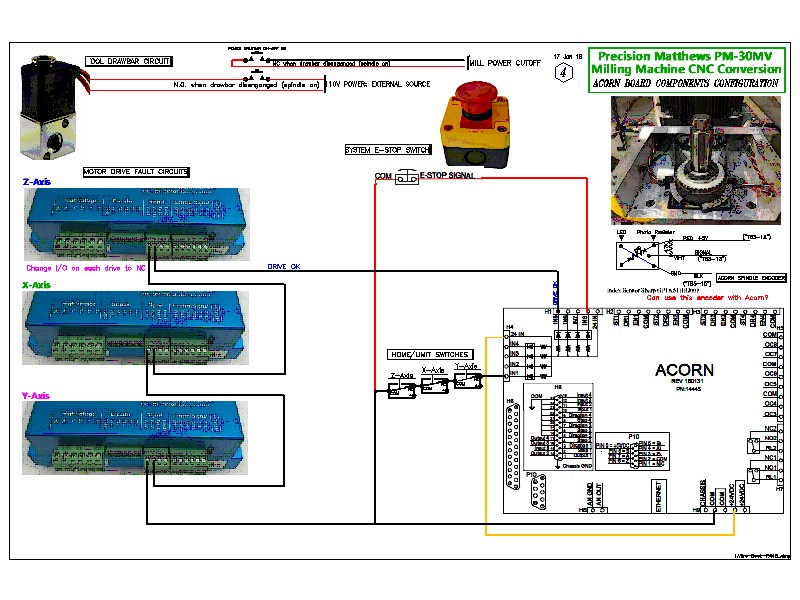
Speaking of the Acorn CNC board, here is a shot of it right here. If you refer back to my wiring diagrams you’ll see how they depict the many pinout connections to this board.

A few of those connections are board and accessory power from the Acorn power supply (shown below) as well as a multi-jack connection to a relay breakout board. In my setup this relay board will help control the spindle speed and direction to allow for hard thread tapping, among other things.

As you can see, I’m pressing forward with my machining and CNC endeavors… the plan being to be ready to quickly fire all this up once I move down to North Carolina in order to finish the plane as quickly as possible.