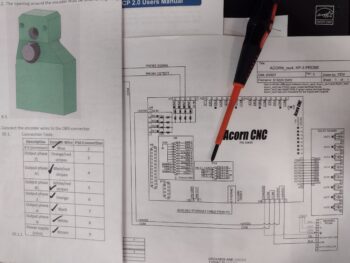
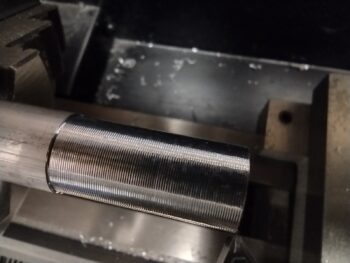
I started off today by testing my removed lathe CNC control box KBSI-240D board’s MAX trimpot to see if it was working or not. After all my machinations with it installed, I figured I was going to merely confirm that it was a dead potentiometer and set about ordering a replacement.
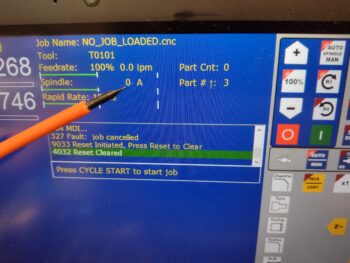
But, as things seem to be playing out in this new year… I was wrong. I powered up the board with a homemade 120v plug and hooked up the VFD input to a 9V battery. I then tested the output with my multimeter as I manipulated the set screw on the MAX trimpot… and it worked as designed! Hmmm? Interesting. Now of course I’ll mount it back into the lathe CNC control box, double-check all the wiring, and see just what the heck is going on!

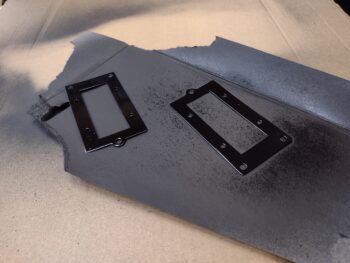
In other news, about a month or so back I reported doing some fairly in-depth research on a replacement for my MGL clock/timer on my panel. I like the display and as a clock and timer it had all the functions I wanted. But as I started pondering more and more, I wanted 2 backup functions on my panel in case either of my GRT EFIS screens went dark: a backup AI (or EFIS PFD) and an HSI/CDI to merely display ILS/LOC/GPS approaches from my GNS-480 GPS box. In short, if I lost a screen I wanted extra data display points to help ease the load and mitigate the requirement of switching screens on a single EFIS display if it ever came to that.
If you remember, I looked heavily at the Kanardia HORIS EFIS and really thought it was a nifty little unit. My initial thought/concern in replacing the MGL clock/timer —in some-what post haste fashion— is that due to space constraints in the upper left corner of my panel I have it surface mounted on the front of the panel, with #6 platenut assemblies on the backside of the panel structure to secure it. This of course works better for added instrument panel bulkhead strength, but if I ever wanted to swap this out with a “proper” 2-1/4″ instrument in the future, I would have to remove the entire panel and then do a bunch of messy cutting on a flying airplane (ahem, it WILL be a flying airplane!).


Now, the HORIS looked good, but just as with the other viable 2-1/4″ AI/clock/timer candidates out there (read: uAvionix AV-20s), none of them were fitting the bill of really what I wanted: a clock/timer first, and a back-up AI/PFD second. And while they had nice screen graphics, the timers were all in reality nothing more than simple count-up stop watch functions. This is one thing that drew me to the MGL, it had really good clock displays, but also a good countdown timer to boot for use as reminder when to switch fuel tanks.
Me being an avowed Neanderthal, the same thing proves true in my flying: nearly all done in fixed gear high wing aircraft… I don’t want an engine quitting oops simply because I forget to switch the darn tank!
Enter Vlad and 360 Avionics…
I actually found the 360 Avionics ELM 200 (MiniUni 2) on the Aircraft Spruce site. I then did a good bit more investigation. Here is a stock photo of this diminutive 2-1/4″ power house (its big brother is the 3-1/8″ MiniUni 3).

I discovered that the MiniUni2 had 97% of what I was looking for in an instrument to replace the MGL clock/timer:
First, the AI/PFD screen has just about every bit of data you’d want in flying behind an EFIS. With pitot/static, OAT and GPS inputs it gives you all the basic airspeed, GS, TAS info along with a V-speed tape. It provides Alt, VS, D-Alt and Baro. In flight it provides your standard rate turn markers, as well as slip skid indicator. And finally it gives you True (GPS) heading (I would prefer Mag HDG as well, but this is a back-up AI/PFD).
This pic below is my ELM200/MiniUni 2 sitting on my coffee table literally within 30 seconds after I connected power. I’m posting these pics in the default screen order in which they appear… I will change it up so that the clock/timer screen (shown further below) will be the first screen displayed.

Screen #2 is the “DG,” or technically called the Compass Mode. It has a heading bug (lower right) and also displays airspeed (lower left).

As you can see, the clock/timer screen displays UTC/Zulu time, local time, flight time (initiated when aircraft reaches rotation speed), and a count-UP timer.

Whoa!! Wait a minute you say! What about your precious COUNTDOWN timer that you prattled on about? … well, wait. There’s more!
Separate to the countdown timer on the clock/timer screen above, is a menu configurable (Ez-Pz btw) countdown timer specifically for fuel tanks. Let’s be honest, you and I both know that pilots are crazed anal-retentive OCD types that tend to repeat the same processes over and over. Once I dial in the frequency to switch tanks, I doubt it will rarely change. In my book this is a fantastic little feature and fits the bill perfectly for what I was looking for.

It also has this handy little screen, although very redundant and not really required for my configuration. But good nonetheless.

In addition, it does have this even more handy screen, which is a cumulative total of all the FLIGHT time to give you a good idea when your oil change is due.

Although I don’t see using this screen below for day to day flight ops, I could see where it could definitely be handy during initial test flights and for testing out different maneuvers.

I’ll note it has a few more individual screens to display altitude only data (including baro), airspeed only data, and local time with flight timer.
Now, I had a good bit of conversation back and forth with Vlad regarding features and quality on his EFIS units. After I was thoroughly satisfied on the quality front, there was one area that I was not overly satisfied with: the MiniUni 2 lacked a key feature that the MinuUni 3 had… an ability to hook it up to your GPS navigator via a RS-232 connection to drive both a CDI, and a fair bit of GPS track info.
Well, Vlad’s a smart guy and apparently he saw this requirement being asked for in the future, so he had already been working in his lair adding those exact capabilities to the new version of the MiniUni 2. Thus, I’m happy to report that he built my EFIS as a much more “mighty” MiniUni 2 by adding these cool features.

Another feature that may not seem overly important on the face of it (uh… literally!) is how these units are updated/upgraded. Both the Kanardia HORIS and uAvionix AV-20s firmware update processes are (IMO) clunky and not elegant (i.e. a much bigger pain than desired). Conversely, updating the MiniUni 2 is fairly straightforward… it may be a bit difficult to see in all the other pics other than the one immediately above, but just above the screen is a micro-SD card slot. Simply download the firmware file from your computer to the micro-SD card, plug it into the MiniUni 2, power it up and follow the prompts.
Now, having an onboard storage device in the form of a micro-SD card allows for utilizing another cool feature that Vlad incorporated into this unit (I’ll note that Vlad created a whole line of EFISs that he personally flies in his RV-10) which is called the “Black Box” function. Once enabled, this included option is a flight recorder that tracks all your flight data. You can then easily export that data to your computer and open it up using Google Earth.

Finally, here’s a video of Vlad discussing his MiniUni EFISs:
Again, this EFIS/clock/timer is my replacement for the MGL CLT-2 clock/timer, and it will be installed prior to first flight. I do have plans to replace my 3-1/8″ TruTrak ADI, which is in the works but won’t happen until quite a bit after first flight.
Ok, working to get back onto the actual build!