I titled this blog post “Shark Tubes” as a tribute to the original design I had for the method I was going to employ to secure & position the Nyla-flow rudder cable conduit exiting the CS spar adjacent to the firewall edge on each side. My first real design was a thin aluminum “shark fin” mounted 90° to a thin aluminum mounting plate. I would then simply zip-tie the 3/16″ Nyla-flow rudder cable conduit to the edge of the shark fin shaped plate and that would be the end of it.
At some point I saw somebody with a similar setup that had used aluminum tubing to cover the Nyla-flow and then they simply secured the aluminum tube with an Adel clamp. That seemed like a nice simple design, but then the exit of my rudder cable Nyla-flow conduits out of the CS spar has no nearby structure or hardware to mount an Adel clamp at 90° to the conduit.
Hmmm? What if I melded their tube design with my shark fin design I pondered… instead of aluminum I would simply use the next larger size Nyla-flow (1/4″) and cover it with carbon fiber. That would allow me to make a small mounting plate at the CS spar to then secure the tube structure with a single Clickbond. Voila!
And that, my friends, is the history of my “Shark Tubes.”
With that little tale conveyed, I started off this morning by pulling the left side “shark tube” assembly off the 3/16″ Nyla-flow conduit. I only had to firmly twist to break the minor bit of excess epoxy grabbing at the CS spar and pull firmly as well and it came right off.

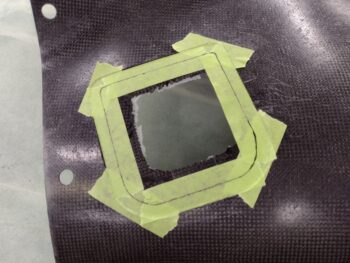
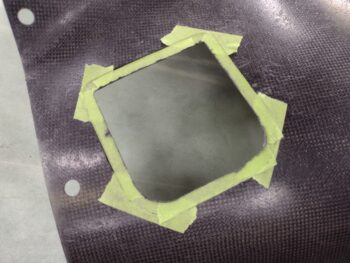
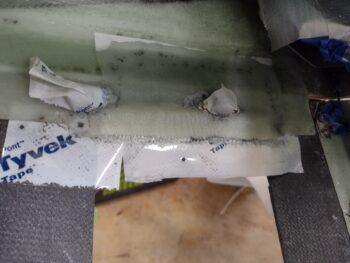
I then pulled the peel ply and removed the overlap boogers (pic #1) and then sanded down the surface and cleaned it with Acetone in prep for the second CF sleeve (pic #2).


I then slowly added the second CF sleeve, secured it at each end with a zip-tie so the CF weave wouldn’t unravel, and then pushed it back into place over the 3/16″ Nyla-flow rudder conduit (pic #1).
I then slathered it up with epoxy to wet it out and peel plied it. The peel ply wrapping is a bit of pain and is akin to catching a greased pig (my guessing), but I persisted and won out (pic #2).


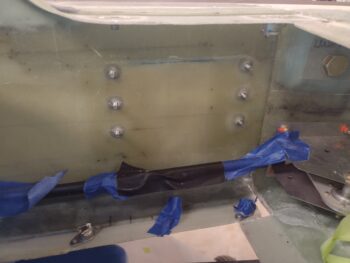
Before I got to work on the right rudder conduit, I went ahead and decided where my wire access hole in the CS spar was going to be located for the Trio AP roll servo cable. I then drilled the hole and climbed into the back seat to run the cable through the CS spar.
I didn’t want too big of a hole in the CS spar, and I actually drilled the hole ensuring it was in the overlapping 5-ply layup of the top cowling flange to provide extra glass support to the CS spar at the spot where the hole was getting drilled into it.
However, while I was running the cable through the hole one of the CPC connector sockets got caught in the hole and it actually broke the small wire as I wrangled it through. I was actually thinking the CPC connector on these cables is a bit big and bulky, and maybe just a bit of extra weight (they’re plastic so they aren’t overly heavy)… so maybe I broke the wire subconsciously? ha! Bottom line is I’m leaning heavily to converting this connection to using a Deutsch connector.

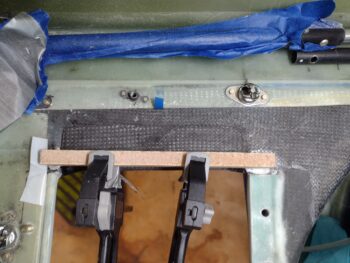
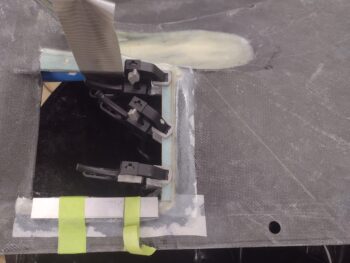
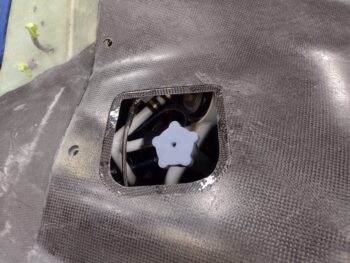
I then did the iterative 3-4 rounds of running the right rudder cable to the front of the bird and measuring the required cable distance when the rudder was deployed. If you look closely near the inboard/left side of the green clamp you can see my initial cut line. I then ended up making another small trim of the conduit after this first one.

With the conduit the proper length, and the associated covering 1/4″ Nyla-flow conduit piece cut, I then needed a way to secure the position of the Nyla-flow rudder cable conduit in free space as I laid up the “shark tube” CF sleeves.
Using a nail and a piece of plywood, I constructed a stand to secure the rudder cable conduit with the nail simply stuck into the end of the original rudder cable conduit. It’s hard to tell, but I have a 1/4″ shim between the plywood and base 2×4 to create an angle between the 2 pieces of wood since the floor of the bottom cowling angles down going inward and I wanted the plywood about vertical.
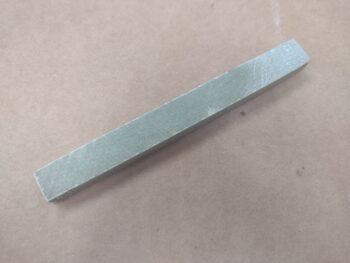
After sanding and cleaning the 1/4″ outer Nyla-flow conduit with Acetone, I then added the CF sleeve over it. Again, I had to zip-tie the ends to keep the CF sleeve from unraveling. I then slipped the CF conduit assembly into place and secured it on the nail of my makeshift stand (pic #1).
I then wetted out the CF sleeve and peel plied it.


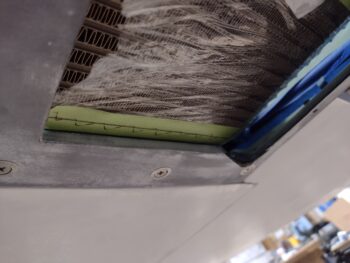
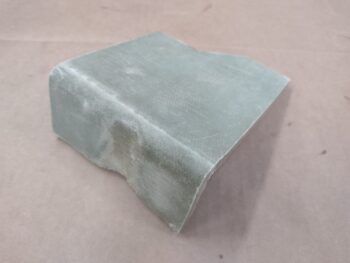
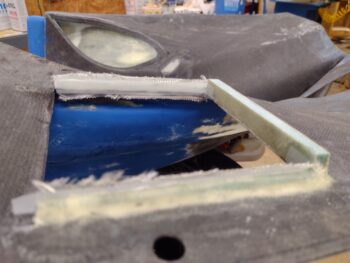
Over on the left side, the second CF sleeve had cured. I grabbed this shot to show how it pretty much maintained both its position and elevation without anything propping it up or pushing it into place.

I removed the left side shark tube, pulled the peel and spent a good bit of time cleaning off the peel ply boogers. I then sanded the shark tube before setting up the layup to create the mounting flange that would allow me to secure the shark tube setup to the CS spar via a single Clickbond.
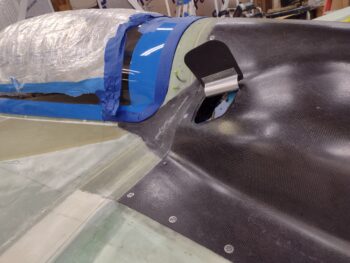
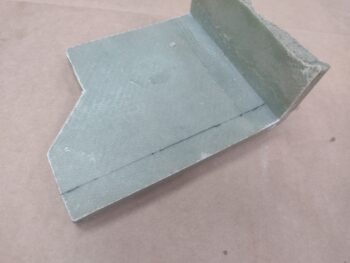
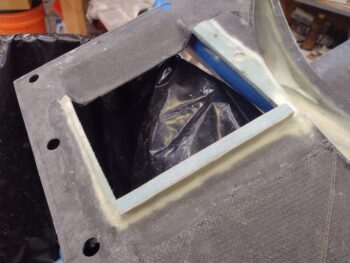
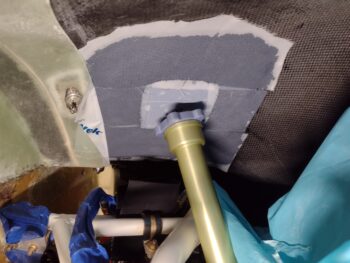
I added more protective/mold release tape to the CS spar and then a ply of peel ply. Not knowing how well CF gets along with Titanium (I suspect no issues, but just in case) I started with a ply of BID followed by a ply of CF. This was before I slid the shark tube in place, which I did next. I then proceeded to add about 3 plies of CF around the front of the shark tube to secure it to the base plies and create a flange overall when it cures.

If you’ve worked with small pieces of carbon fiber then you know it’s not overly user friendly as is fiberglass BID, so you kind of force it in place as the plies are unweaving and slather it up with epoxy (pre-pregging certainly would have taken care of 90% of this issue, but where’s the fun in that?!). This flange certainly will not be an award-winning thing of beauty, but I have no doubt that it will be pretty darn strong and comparatively pretty darn light. I then peel plied the vertical face of the flange and the initial inch plus of CF overlapping onto the CF sleeve.
I then left it cure and called it a night.