Today was primarily about getting all the right side exhaust pipe brackets K1000-3 platenuts and the inboard reinforcement plate installed.
This involved removing the exhaust pipes, which was the first task on the list. After installing the outboard top platenut, I then positioned and secured the inboard reinforcement plate into place before drilling some holes for some securing rivets.

On the inboard side I installed both top and bottom platenuts to secure the right exhaust pipe brackets mounting screws while also installing a few extra rivets to secure the inboard reinforcement plate to the aft baffle wall…

Here is an inside-looking-out shot of that.

I then reinstalled the right exhaust pipes and the lower bracket before setting all the top bracket pieces into place. After taking a good look at the pipes, I decided not to do any more in-situ bracket welding on the exhaust pipes. There was no serious damage, but a bit of discoloration due to the heat. Best to endure some welding process pain to ensure the pipes remain good and undamaged.

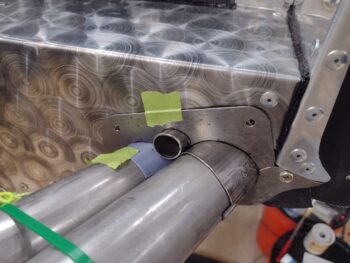
Since the crankcase vent tube pass-thru nub is not directly on the exhaust pipes, I went ahead and tack welded that to the vertical bracket plate. I needed to make a couple attempts at getting the pieces welded (or “blobbed”) together, since again, I think my 1/16″ filler rod is too big for the task and wanting to go globular vs wetting out nicely. Oh well, I didn’t blow out any metal so I’ll call it good. Plus, I consider myself to be quite the adept grinder.

Again, since I’m not doing any more tack welding in-situ, I’m going to try my hand at using hot glue to lock in the bracket’s configuration and hopefully get a few good tack welds in before it melts away… we’ll see.

I also did a fair amount of work on the lower left exhaust pipe bracket as well. I needed to trim the lower outboard corner (and will get to the underlying bracket soon as well) due to it being a tad too close to the cowlings when those are installed.
In addition, I needed to remake the inboard sleeve since after dialing in the bottom bracket it came up a little too short on one side.
I also drilled out the inboard screw position after verifying that the bracket positions were good. I’ll note that this position will not utilize a K1000-3 platenut, but rather an ‘ol school screw & nut since it also goes through/secures the baffle reinforcement strip.
Finally, I prepped the surfaces at the seams for some upcoming welding (hopefully tomorrow).

We are getting a good bit of wind and rain still from being on the sideline of Tropical Storm Debby, but hopefully it won’t affect my build ops. In addition, I’ll be out of town this weekend on a short fun trip down to Florida with Jess… so clearly no building for a few days.