This post covers the past 3 days.
Before I start telling my tale of woe and then subsequent victory, I wanted to grab a modern art shot of the myriad of test-fitting mockups I made to get these exhaust pipe brackets dialed in. A good number of the repeats was when I moved the exhaust pipe positions and had to restart the bracket configurations. Yes, in short, inputting a shape into CAD to make for both a successful cut and repeatable part is rarely the most efficient process… at least in the beginning!

Speaking of successful cuts… a couple evenings ago I assessed that everything was a go on 3 of the 4 exhaust pipe brackets. I had the upper left bracket mockup printing out on the 3D printer to check a final few tweaks, and I was ready to start plasma cutting the 3 other brackets out my piece of 0.036″ thick 316 stainless steel.
Alas, despite all my previous successful cuts on mild steel, my plasma cutting system apparently sensed the change and refused to cut the new stainless steel material… hmmm? (I’m compiling a video on the making of the exhaust pipe brackets, so you’ll be able to see the footage of this fail in that).

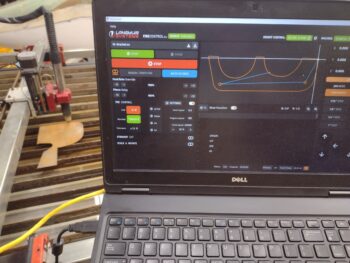
My failed cut led to 2 days of tasks to ensure my plasma cutting table, cutter and processes were all up to snuff, including updating my Langmuir Systems Crossfire Pro FireControl software as well as the Torch Height Control system firmware . I also found a modified Post Processor for Fusion 360 —that was placed on the forum by a fellow Crossfire Pro user— that allows the plasma cutting system to simply pierce the center of each hole to mark it for drilling later rather than attempting to plasma cut it out (which can be a bit messy at times).
Moreover, since it’s been nearly 4 years since I’ve actively used this plasma cutting table, I found some “feeds and speeds” data on the forum from some fellow PrimeWeld Cut60 plasma cutter users where they had confirmed cutting amperages, torch travel speeds, air PSIs, etc. for mild steel, stainless steel and aluminum. This was a virtual goldmine of information, although it still took nearly 4 hours for me to cobble it together into one usable chart.

I also rediscovered that there is a somewhat esoteric issue with this system between the control box and any connected computer involving the computer ground. If the computer has a 3-pronged electrical plug, which my laptop does, than that ground spade can cause issues during the cut. In short, I modified my plasma cutting operations sequence to now ensure I unplug the laptop prior to initiating a cut.
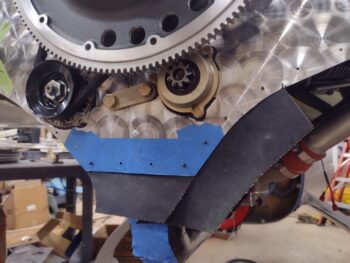
In related news, you may have noted in these pics that there is a shroud around the base of the plasma torch. This shroud both keeps the sparks corralled and, more importantly, greatly limits water from splashing up on the Z-axis torch carriage assembly and X-axis crossbar. I noted the shroud during my research where a user was using a modified silicone rubber funnel for his shroud. For my shroud I simply drew it up in Fusion 360 and 3D printed it out in stunning <wink> gray ABS.
With all these updates, mods and test plasma cuts under my belt, I then finally got to plasma cutting the exhaust pipe brackets out of 0.036″ thick 316 stainless steel. Here we have the upper left bracket getting cut (again, these will be shown in the video).

And a look at the upper left exhaust pipe bracket successfully cut out of the 316 stainless steel plate.

I then plasma cut the lower right exhaust pipe bracket and confirmed it was good.
And then the lower left exhaust pipe bracket…
And finally the upper right exhaust pipe bracket. All cuts were successful, even with my tweaking the cutting speeds a bit on each round (120 ipm, then 130 ipm, and ending with 135 ipm).
If you look at the water in the plasma cutting table you can see reflections of trees since I had the shop doors open. Stainless steel gives off some nasty gasses when it’s being plasma cut (grinded, welded, cut, etc…), thus the open doors and a fan blowing the gasses out.
Since I was set up for cutting stainless steel, I took the opportunity to recut the SC-1 canopy safety catch out the plans specified 0.020″ thick 301 stainless steel, versus the thinner stuff I had on hand and used when I originally cut it back in September 2020. I actually cut one to the plans dimensions directly, and then another one with all the edges bumped out by 0.15″ to allow me to create it on the milling machine —for a nicer appearance (pics forthcoming… this will be a test to not only appease my curiosity, but provide a spare SC-1).
Jess invited me over for one of her wonderful homecooked meals at her house, so I closed up shop a little early tonight to go celebrate my successful plasma cuts with her. Tomorrow I’ll clean up these brackets and press forward.