Actually, engine mount extrusions were just one small part of today’s activities . . .
My goal today really was to get the new CS109 & CS118 plywood bulkheads cut and glassed back in place in the fuselage. Uh, this didn’t happen. Although I did get a lot done. My secondary goal was as I got something curing (CS109 & CS118), I would then get the shop reorganized so I could build something, let alone just move around.
Let’s just say that there was a lot of “drag” today in that instead of things taking 1 or 2 steps, the prerequisite tasks of just getting materials out of the shop closet, or finding tools, took much more time than it should have.
After I marked out the dimensions of CS109 & CS118, I then pulled out a scrap piece of the 1/4″ Finnish Birch plywood that is used for the firewall. Since I had no other scrap plywood pieces big enough for either plywood bulkhead, I had to get into the closet, which was a feat unto itself! ha!

I found some good spots to cut out the new plywood bulkheads, marked them up & then cut them.
[I should state that this was not my first foray into cutting wood today. I actually started by cutting the four (4) WA16 Spruce wedges for mounting the engine mount extrusions to the spar & longerons. One of them needs to be a bit taller, so I will be re-cutting one more. They are in a rough stage now & still need to be sanded. Sorry, the only pic I have of them currently is at the end of this post.]

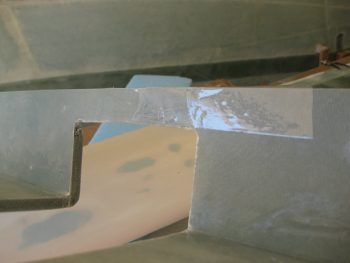
Here’s a shot of the new CS109 plywood blank.

And the same for CS118.

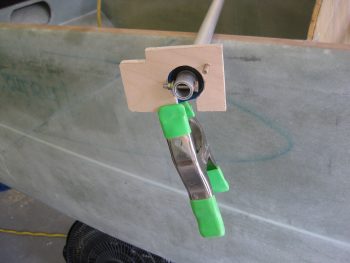
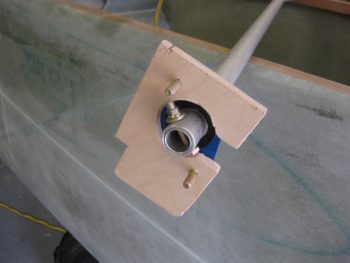
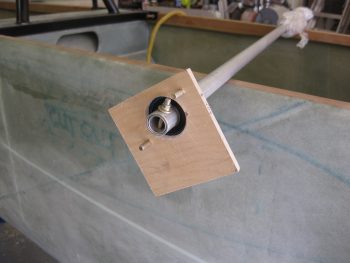
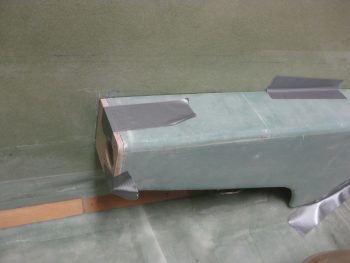
As a reminder, the reason why I’m redoing the CS109 & CS118 control stick mount bulkheads is due to the fact that the Cozy Girrrls sell the Cozy style stick mounts (I’m guessing….) for the Long-EZ. In the pic below, which I shamelessly stole from my buddy Dave Berenholtz’s site, you can see that the CG stick mounts straddle the CS105 control tube, whereas in the original Long-EZ the control stick merely bolted to the inside the CS105. If this lost 3/4″ offset to the inboard side of CS105 isn’t accounted for, then clearing the side wall either top or bottom of the stick will be problematic. Interestingly, and as I told Dave in an email, since I widened my fuselage and my armrests just a hair bigger, I had already kicked the holes in CS109 & CS118 inboard by 0.4″. I might have actually been able to get away with doing nothing, but it was good that I took these off. The good part is that I only had to move the holes another 0.35″ inboard.
I then cut the 1/8″ thick 2024 aluminum bottom engine mount extrusion support plate. My upper Right side extrusion originally had 1.5″ x 1.5″ legs, but since I didn’t want the top vertical leg extending so far up above the longeron, I trimmed it down to 1.25″. The horizontal leg I left at 1.5″ on the INBOARD side. I planned to trim down the OUTBOARD 1.6″ long extrusion to 1″ wide (see below). Thus, I needed the bottom support bracket to measure 1.6″ long x 2.5″ wide.

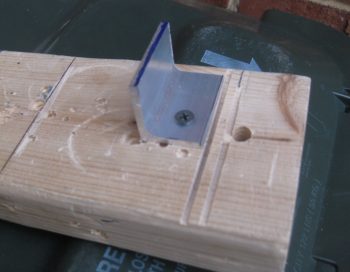
To trim the OUTBOARD 2024 upper right engine mount extrusion to 1″ wide, I needed to secure it so that the miter saw wouldn’t chew it up. I knew it needed at least one bolt hole in the bottom leg of the plate, so I marked a spot for a #10 hole. As you can see, I marked the 1″ cut line as well.

I then drilled the #10 hole and mounted the extrusion piece to a scrap piece of wood.

I then cut the extrusion down to 1″ wide on my miter saw.
I then made up a quick jig that made it so that a 2×4 was the same height as the 1.25″ high 2024 engine mount extrusion.

I then took my router with a 1/8″ roundover bit and radiused the edge of both short & long engine mount extrusions. Again, these are still in the rough stage and I have to finish cleaning them up.

I then cut the 0.1″ thick 4130 steel bottom engine mount extrusion support plate for the upper left engine mount. I didn’t have any 1/8″ thick 4130, and honestly didn’t order any because 4130 is some amazingly strong stuff, so 0.1″ will do the trick…. and with slightly less weight.
I cut the first cut using another chop saw I have with a metal cutting blade on it.

For the 90° cut I simply pulled out the Dremel tool and used it.

It only took a few minutes to cut through this steel.

And voila! The bottom 4130 support plate for the engine mount extrusion on the upper left side.
Since I had the saw out, I grabbed a small aluminum hinge that I had set aside a few weeks ago for the battery compartment mounted tool box. I then cut a hinge for the tool box.

Below is a shot of todays machinations. In addition to the tool box hinge above, I also trimmed the GIB handle tube to length (6″, at least for now) & cleaned it up. BTW, it weighed in at a whopping 0.086 lbs, and that’s with the grip in place.
Yet another bunch of material I cut but didn’t get any pics of are the pieces that will make up the U-channel wing bolt securing bracket (in the middle of the pic below). This will allow me to put the wing bolts in the spar facing out (aft) and be secured against moving. This will greatly facilitate the speed & ease of putting the wings on & off.

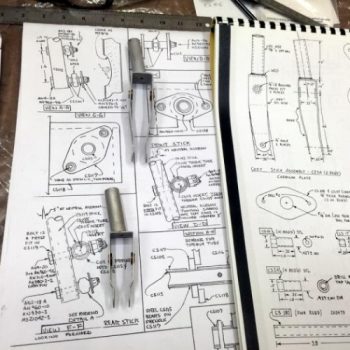
You may also note that in the pic above I included printouts of my engine mount extrusion diagrams/notes that I updated yesterday.
I may get an hour or two in tomorrow evening, but basically I won’t be full on in the shop again until Monday. Pretty much all the parts I cut today need to be sanded, shaped, deburred, etc. I then really need to get the shop reorganized after I get all these smaller bits ‘n pieces squared away.