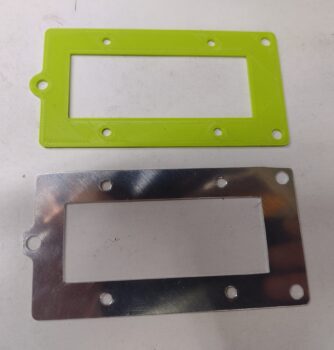
No, this is not frontline airplane building, but there are a number of parts that I need to make with this lathe for this build. I figure I would do a quick overview of a key issue I found, as well as my progress. Probably as much for me as a future reference as for you as an update.
Analogous to a long airplane building project, since I did a my initial stint of CNC conversion on this lathe the January before last, I had to pick back up where I left off. I completely failed to remember that I hadn’t even hooked up my spindle encoder to the Acorn CNC board. Probably due to the overall lack of ability to do any spindle manipulation since I hadn’t done the right mod to the main control board that allows me to control the lathe spindle via the Acorn CNC control system (I did this a few weeks ago).
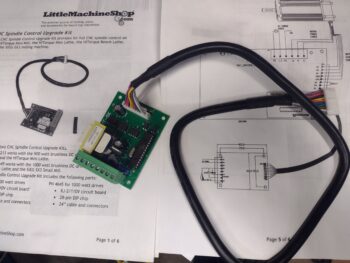
Now with basic spindle control “operational,” I need to refine it so that when I or a CNC g-code file commands a certain RPM, the lathe responds accordingly… which it is not currently doing. So today I finished a task that I started about 3 years ago: terminating the ends of the 9 spindle encoder wires with D-sub pins to create a 9-pin D-Sub plug. These 2 documents gave me the how-to on doing that.
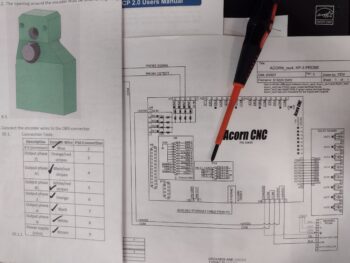
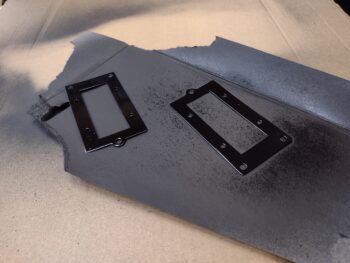
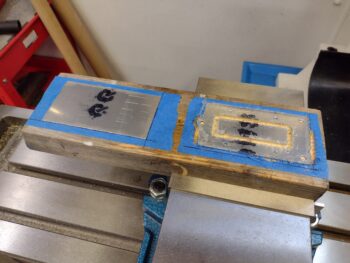
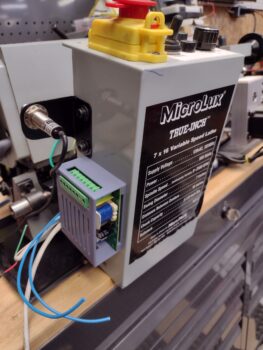
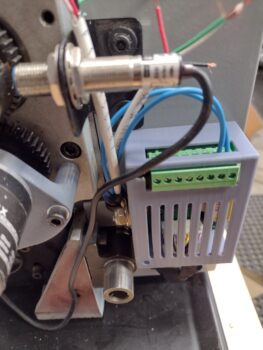
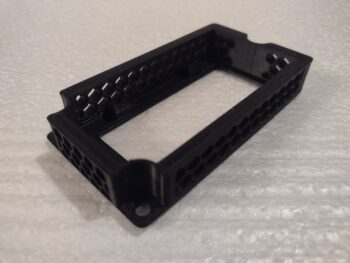
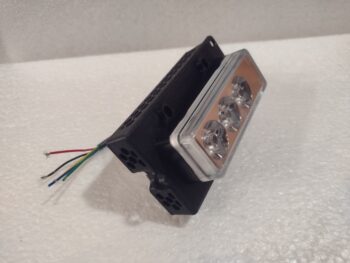
Here we have the encoder wires cut and pinned (pic 1) and then terminated into the 9-pin D-Sub connector, which is plugged into the Acorn CNC-12 board (pic 2). The red ring terminal is the shielded wire ground.


Notice the 2-post connector just to the left of the red ring terminal? That is the Variable Frequency Drive (VFD) 0-10 volt output that controls spindle motors on much larger lathes and mills than most home shops have. Most smaller hobby lathes and mills tend to use a 0-5 volt range to control spindle speed. More on that in a minute…
With the spindle encoder now installed, I tested out its operational capability. The good news is that it was spot-on and matched my external lathe RPM readout almost exactly as I cycled through RPM ranges by using the command line on the control screen.
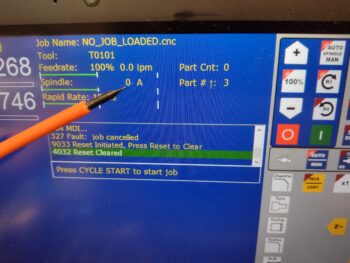

The bad news is that the RPMs I was asking for on the command line screen were not being accurately produced at the lathe spindle. Again, the no-kidding spindle speed was being reported correctly by both the encoder and the external RPM display, but it wasn’t what I was telling the system to do.
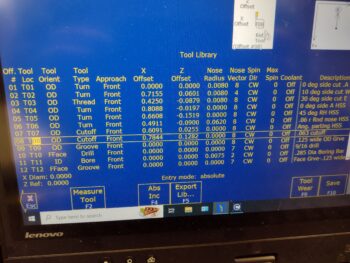
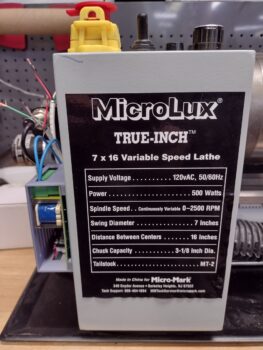
Remember the 0-10 volt VFD output from the Acorn board? Well, for us home shop bubbas we tend to use a KBSI-240D signal isolator board to translate that 0-10 volt Acorn board output into a usable 0-5 voltage range to dictate lathe spindle speed. Zero (0) volts translates to a stopped spindle. 5 volts is max RPM, which in the case of this lathe is 2500 rpm.
On the KBSI-240D are two (2) trimpots: one to dial in the max voltage, and the other to dial in the minimum voltage. Taking voltage readouts while commanding various spindle RPMs has proven that the MAX trimpot ist kaput, TU, no muy bieno in that it won’t allow me to adjust the upper voltage down to 5 volts. In fact, currently it’s stuck on a whopping 12.47 volts, which is clearly no good for this configuration. Moreover, this sucker has been the hidden fly in the ointment over the last couple of weeks truly hindering my ability to get the spindle control dialed in. It makes total sense now after finding it.

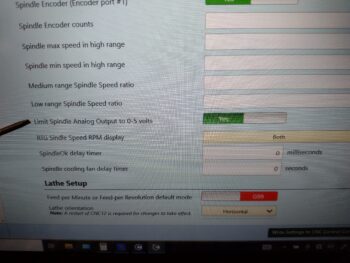
Now, a new feature in my new updated (note: not upgraded… yet) version 5.08 Acorn CNC software is that in the configuration is a menu item that allows the Acorn board to output 0-5 volts through the VFD port. I thought this might be my get out of jail free card, but alas, it did not work either when I tried to hack the system.
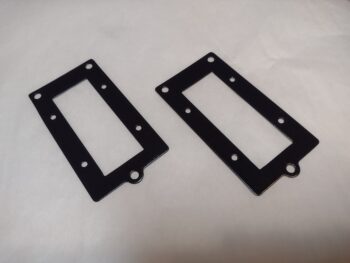
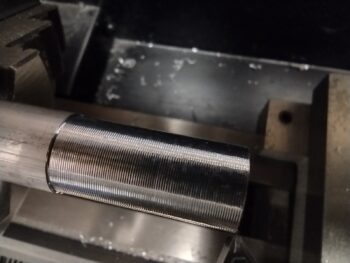
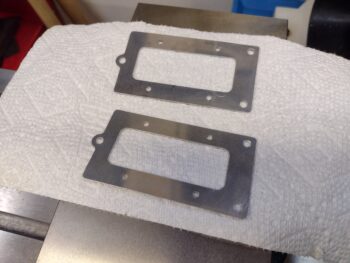
Thus, I pulled the KBSI-240D board and will do a final test on the MAX trimpot to see if it is truly bad. If so, I’ll order a new trimpot and solder it in at some future point. Since the lathe is currently spotty, I finally just pulled the trigger on some stainless steel rod, a M8-1.0 tap and 7mm drill bit to create my own stainless steel bungs for the compression style EGT fittings. Ones that won’t be so bulky and heavy.
Yes, during the colder weather I did want to get my lathe CNC conversion completed and get it online. I’m clearly much closer, but with the weather temps inching up as we move towards spring, I need to get back onto the no-kidding airplane build.